























18
Palmgren Operating Manual & Parts List
84315
OPERATION (CONTINUED)
•
Smaller balls can be mounted as faceplates on the small face-
plate or screw center.
•
Lines drawn to indicate the center and ends of the ball shape
are helpful in plotting the curve.
•
A template should always be used for accurate visual observa-
tion of the work progress.
If the ball is mounted as a faceplate turning, almost the entire sur-
face can be turned before it becomes necessary to rechuck it.
•
Rechucking can be be accomplished in a deep cup chuck which
will hold the finished portion of the ball in a tight press fit.
Another method of rechucking is to use a shallow cup chuck
which will not support the ball alone, but must be used in conjunc-
tion with the tail stock.
•
When using the shallow chuck, a wood block is fitted to the tail
stock so that the ball can revolve upon it. This block should be
lubricated with beeswax or grease.
•
In using the shallow chuck method, the ball is constantly shift-
ed – never more than
1
/
8
turn – and always in a definite pattern.
•
Since turning between centers makes the work a perfect
sphere across the grain, the ball must be mounted in the chuck
so that the first scraping cuts will round it up in the opposite
direction.
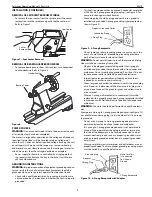
TURNED BOXES
Turned boxes involve deep recessing together with a special sys-
tem of working the lid and body of the box together as one unit.
•
The inside of the lid is turned first.
•
Next, the inside of the body is turned. A careful check must be
made when turning the lip of the body portion so that the lid
will be a tight press fit.
•
The lid is then pressed onto the body and the outer circumfer-
ence and face of the lid, together with the outer circumference
of the body, are turned all at one time. This insures accurate
matching of the two pieces.
•
After the work is complete, the tight fit of the lid can be
relieved by sanding the lip of the body.
SEGMENTED TURNINGS
Segmented bowls and boxes are exceptionally attractive – and this
method of preparing wood stock is more economical than the use
of a large piece of stock. For some types of work, segmenting is the
only practical method because a block (if obtainable) would be so
large that it would be very likely to warp.
•
The bowl illustrated in Figure 66 requires 12 segment pieces for
the sides. Bowls can also be worked with 6 or 8 pieces.
•
To make the 12-piece bowl, a board about
1
/
8
x 3 x 30
″
is cut
into pieces about 2
1
/
2
″
long, the saw blade being tilted 15° and
the board being turned alternately face up and face down to
make the successive cuts.
•
These 12 pieces are glued together and clamped by wrapping
the assembly with wire (or equivalent).
•
When dry, the rim thus formed is glued to a temporary circular
backing which is mounted on a large faceplate.
•
A
3
/
4
″
deep recess of the largest possible diameter is turned in
the open end of the rim.
•
The rim is removed from the lathe and stock for the bottom is
mounted in its place on a second faceplate. This is turned to
size – and a rim about
1
/
8
″
deep is turned to exactly fit the
recess prepared in the rim.
•
The rim is then fitted over the bottom and glued, making a
drum shape with a faceplate at each end.
•
This drum is cut completely in two at a point about
3
/
4
″
above
the bottom – completing the cut with a hand saw.
•
Both parts of the cut surface are faced off square and smooth –
then reglued together, breaking the joints exactly half and half.
The cutting and regluing process is repeated with a section
about 1
1
/
4
″
wide.
•
After this, the temporary backing block is cut off, leaving the
bowl as shown in the final illustration. From this point on, the
work is simply a matter of turning down the bowl to any
desired shape.
Figure 67
Figure 69
Figure 68
Screw Center
Backing Block
Lids
Body
Lid
Face Plate
B.B.
Tailstock
Center
Woodblock
Shallow Bearing Center
Deep Cup Chuck
Figure 71
Figure 70





























































