





























3
Heating Cable Repair
nVent.com
|
35
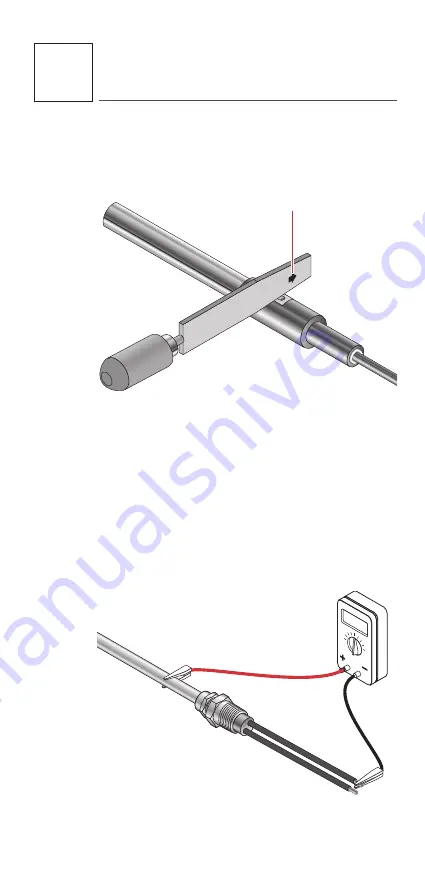
Saw off the screw flush with the joint body. Using the
edge of a flat file, groove a recessed area over and
around the screw, filing in one direction only (Figure 39).
The recess should be about 1/4" (6 mm) square.
File in one
direction
Figure 39: File groove
Check the insulation resistance (IR) again (Figure 40). A
value greater than 20 MΩ should be attained. If the IR is
lower, remove the moisture from the cable by following
the
drying out
procedure in Appendix D and then repeat
IR test.
If it is necessary to dry out the cable, do not heat above
a dull red color. Higher heat could re-melt the braze and
create a defect.
Figure 40: Check insulation resistance







































































