














Principal Features, continued
Table of Specifications
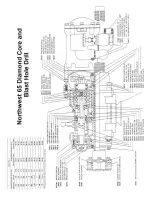
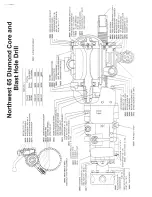
CP65 Diamond Drill
Rated Capacity (Feet)
EW-EX
600
AW-AX
500
BW-BX
350
NW-NX
300
Rotary Motor – HP
20
(reversible)
Dimensions (Inches)
Width
15-1/2
Height
12
Length
42-1/2
Net Weight (Lbs.)
Drill with Chuck
200
Drill with Blast Hole Coupling
195
Drill with Rod Puller
290
Bit Rotating Speeds
Standard
0-1500
Optional
0-1000
Optional
0-3000
“Built In” Screw Feed
Length of Feed
24 in.
I.D. of Coring Feed Screw (Inches)*
1-1/2 in.
Feed Gears (4) Revolutions/
Inch Advance
Standard
100, 200,
300, 500
Optional
50, 75, 800,
1100
Special
0, 101, 170
*See page 10 for heavy walled, non-coring blast hole feed screw.
CP65 Rod Puller
The CP65 Rod Puller with a 4-1/2 in. diameter piston and
21 in. of travel has been designed to match the short
overall length of the CP65. Its capacity is from 400 ft. of
EW rods up, depending on the inclination of the drill hole.
Its use is recommended for holes over 60 ft. in depth. Rod
Puller may also be used on AW Rod.
Rod Pullers have a short mounting bracket which bolts to
the drill saddle plate in either of two positions. In the
lower position, this allows for mounting the cylinder
assembly farther back, past the motor when space is at a
minimum. This also eliminates the necessity of removing
the saddle plate from the drill when mounting or removing
the Rod Puller.
Rod Puller Specifications
Capacity – EW Rods, Vertical
400 ft.
Length of Stroke
21 in.
Length Overall, Extended
54-1/2 in.
Cylinder I.D.
4-1/2 in.
Weight (Pounds)
100
Care and Operation
Capacity of the CP65 is 600 feet of EW rod with EX fittings.
The feed screw easily accommodates the EX core barrel for
starting holes. Rods may be pulled by hand to a depth of 60 ft.;
for any depth over this the Rod Puller is recommended since
considerable time is saved which can be used on actual drilling.
Lubrication
The motor is lubricated by a Line Oiler with a short air inlet
hose, which is supplied as standard equipment with each
machine. The Line Oiler must be adjusted according to local
conditions such as the temperature and the grade of oil being
used. With oiler properly adjusted, one filling should be enough
for four hours normal operation.. Use SAE #10 to #30,
depending on temperature and local conditions. Be sure the
motor is getting oil at all times.
For the drill itself, use a lithium base, high viscosity grease as
recommended below. Once each eight hours, inject grease into
the eight grease fittings on the drill, two of which are located on
the housing front cover, four on the housing and two on the rear
cover. Special attention should be given to the upper fitting on
the rear cover. The feed screw is greased by a small hole in the
drive sleeve and cleaned and oiled by the auxiliary exhaust.
The piston rod of the Rod Puller should be oiled occasionally.
No other oiling is necessary as the Line Oiler lubricates the disc
type valve and the two piston cup leathers.
Remove two chuck set screws from chuck occasionally, clean
them and coat with light oil to make adjustment quicker and
easier.
Recommended Grease
A lithium-based grease having high temperature stability
for a wide temperature range is required in the swivel head
of the CP65. The following greases, or their equivalents,
meet the requirements for this application.
Standard Oil Co. of Indiana, Stanolith No. 57
Union Oil Co. of California, Unoba EP No. 1
Shell Oil Keystone Lubricating Co., 84H Medium or Light
Sinclair Oil Co., Litholene
Texas Co., Multi-Fak No. 2
Swan Finch Oil Co., 70-169S
Fisk Bros., Lubriplate No. 630AA
Dow Corning, No. DC-44







































































