





























REG. CODE
1-5302-509
MODEL N°
50778
DATE OF ISSUE
10.06.99
REVISION
00
DATE
10.06.99
ENDORSED
COMPILER TECO/ATI
40
DISASSEMBLY/REASSEMBLY
VIII
89
90
91
92
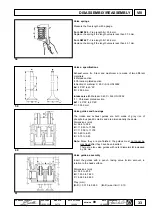
Cylinders
Reset the comparator with a calibrated ring.
Check diameter D in points 1, 2 and 3; repeat the same operation by
turning the comparator through 90° at the same levels.
Check for possible wear in zone X where the piston rings operate and
grind the cylinder to the next allowance if it exceeds the max. given
limit (e.g. 72 mm) by 0.05 mm.
Dimensions (mm) LGW 523, LGW 627 = 71.990 to 72.000
The diametrical values given belong to class A cylinders to which
pistons of the same class must be coupled, see fig. 71.
To check the coupling play with the pistons, measure the diameter of
zone Z of each cylinder according to the axis perpendicular to the
crank shaft.
Cylinders, class
The class references of the pistons (A, B, C,) are on the piston
crowns while those of the cylinders are on the cylinder block, in the
places indicated by the arrows (see fig. 91).
Note: For engine LGW 523 with aluminium cylinder block, the cast
iron cylinders can be normally ground to 0.5 and 1.0 mm
allowances.
The cylinders must not be replaced.
It is forbidden to touch up the inner surfaces of the cylinders
with emery paper.
Cylinders, roughness
The slant of the crossed honing marks must be between 45° and 55°.
These marks must be clear and uniform in both directions.
The average roughness must be between 0.5 and 1 µ (micron).
The entire surface of the cylinder that comes into contact with the
piston rings must be machined by the faceplate method.
FLYWHEEL
SIDE
TIMING
SYSTEM
SIDE





















































