



























B-17
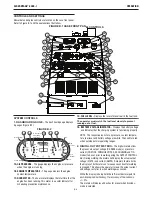
OPERATION
AIR VANTAGE
®
600X-I
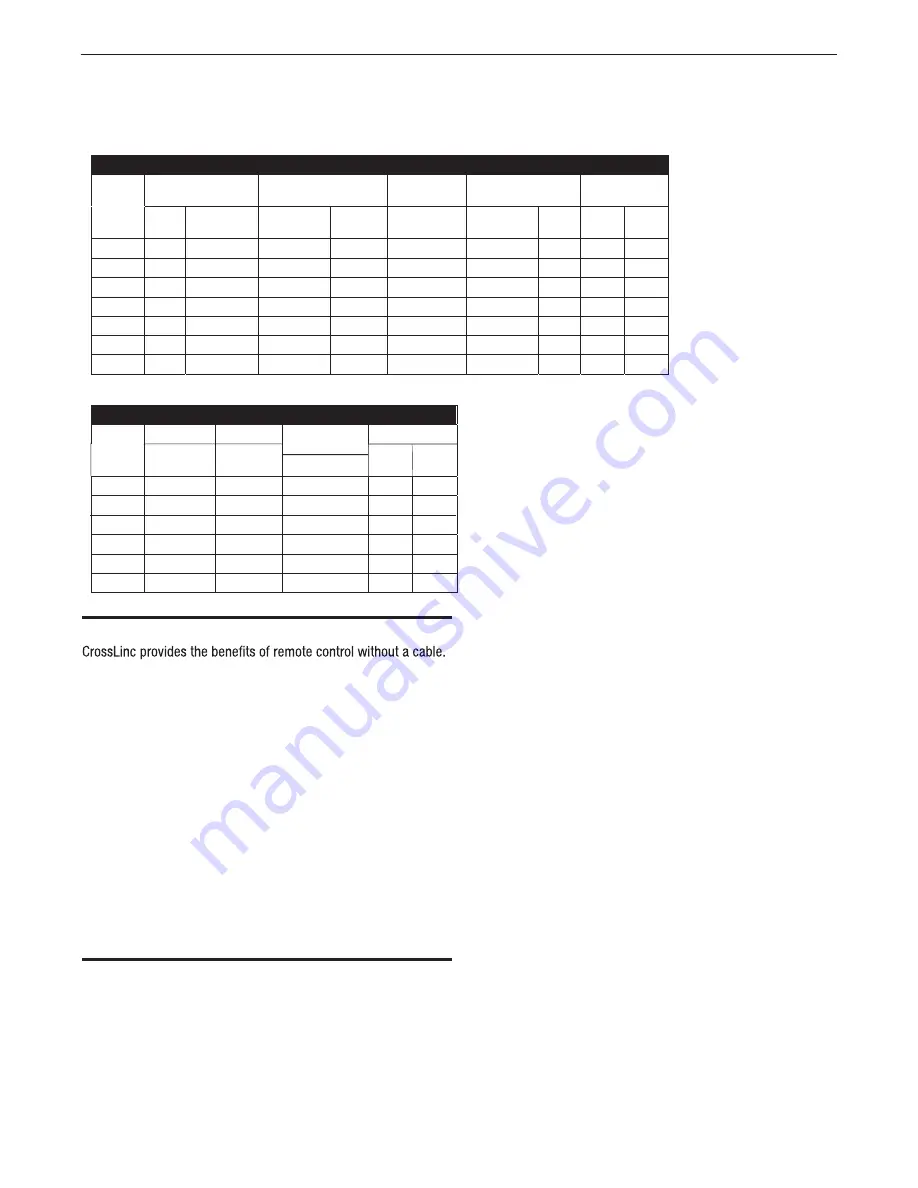
The following modes can be accessed via an ArcLink feeder:
Synergic CV Modes
Diameter
Steel
Stainless
Metal-
Cored
Flux Core
Aluminu m
CO 2
Argon
Mix
Argon
Mix
Tri-Mix
Argon Mix
Argon
Mix
CO2
4043
5356
.030
•
•
•
•
.035
•
•
•
•
.040
•
•
.045
•
•
•
•
•
•
•
3/64
•
•
.052
•
•
•
1/16
•
•
•
•
Pulse
Modes
Diameter
Steel
Stainless
Aluminu m
Argon
Mix
Argon
Mix
4043
5356
.035
•
•
.045
•
•
3/64
•
•
.052
•
1/16
•
•
•
•
TABLE B.4
•
•
•
•
•
•
•
Metal-
Cored
Argon Mix
•
•
•
•
•
040
•
.
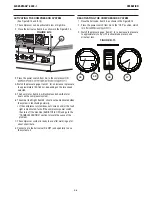
CROSSLINC
The accessory or wire feeder talks to the power source by sending
a signal through the electrode cable.
To start CrossLinc, simply connect the weld cables and sense lead
per the CrossLinc device’s instructions. Select the desired weld
mode with the machine. When weld output is ON, the CrossLinc
device will automatically link to the machine. The CrossLinc light
will be on to show active communication.
When CrossLinc is active, the remote control is disabled.
CrossLinc technology uses a communication protocol coupled in
the electrode and work cables. For best performance the total
voltage drop in the system should be kept under 10V.
CrossLinc is not compatible with High Frequency TIG. If high
frequency is in the area, the cables need to routed as far as
possible from each other. Also, follow all high frequency best
practices, including an driven earth ground.
PARALLELING
When paralleling machines in order to combine their outputs, all
units must be operated in the CC-STICK mode at the same output
settings. To achieve this, turn the WELD MODE switch to the CC-
STICK position. Operation in other modes may produce erratic
outputs, and large output imbalances between the units.





















































