




























– 22 –
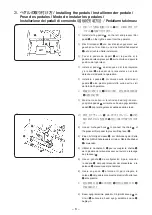
1) Desserrer le contre-écrou d’entraînement différentiel
2
. Déplacer le levier
1
vers le haut pour un point d’
extension et vers le bas pour un point de fronçage.
2) Pour ne déplacer le levier
1
que légèrement, utiliser
la vis de ré�la�e fin de l�entraînement différentiel
3
.
3) Lorsque le levier de réglage d’entraînement
différentiel est sur la graduation S, la machine
exécute des points d’extension avec un rapport d’
entraînement différentiel de 1 : 0,8 (certains modèles
de sous-classe : 1 : 0,6).
Lorsqu’il est sur la graduation 0, le rapport d’
entraînement différentiel entre la griffe d’entraînement
principal et la griffe d’entraînement différentiel est de
1 : 1.
4) Le rapport d’entraînement différentiel maximum pour
le fronçage est de 1 : 2 (certains modèles de sous-
classe : 1 : 1,75). Les graduations au-delà du 0 ne
sont utilisées qu’à titre de référence.
(Il peut être réglé à 1 : 4 (certains modèles de sous-
classe 1: 3,8) selon le réglage du mécanisme interne
de la machine).
5) Apès le réglage, resserrer à fond le contre-écrou
2
.
1) Afloje la tuerca
2
de transporte diferencial. Accione
hacia arriba la palanca
1
para estirar la puntada o
hacia abajo para fruncirla.
2) Cuando quiera mover la palanca
1
solamente un
poco, use el tornillo
3
de ajuste preciso de transporte
diferencial.
3) Cuando la palanca de ajuste de transporte diferencial
se ajusta a la graduación S, la máquina realizará el
estiraje con una proporción de 1 : 0,8 de transporte
diferencial (en algunos de los modelos de la subclase:
1 : 0,6).
Cuando la palanca se ajusta a la graduación 0, la
proporción de transporte diferencial entre el dentado
de transporte principal y el dentado de transporte
diferencial será de 1 : 1.
4) La máxima proporción de transporte diferencial para
el fruncido es 1 : 2 (en algunos de los modelos de la
subclase: 1 : 1,75). Las graduaciones más de 0 se
usan como estándar.
(Puede ajustarse a 1 : 4 (en algunos de los modelos
de la subclase: 1 : 3,8), dependiendo del ajuste del
mecanismo interno de la máquina de coser.)
5) Después del ajuste, apriete bien la contratuerca
2
.
1) Allentare la manopola
2
di fissaggio del trasporto
differenziale. Alzare la leva
1
per tirare il punto
oppure abbassarla per arricciare il punto.
2) Se si desidera spostare la leva
1
soltanto
leggermente, usare la vite
3
per la regolazione di
precisione del trasporto differenziale.
3) Quando la leva di regolazione del trasporto
differenziale è impostata alla graduazione S, la
macchina eseguo lo stiramento con un rapporto di
trasporto differenziale di 1 : 0,8 (alcuni modelli della
sottoclasse : 1 : 0,6). Quando la leva è impostata alla
graduazione 0, il rapporto di trasporto differenziale tra
la griffa di trasporto principale e la griffa di trasporto
differenziale sarà 1 : 1.
4) Il rapporto di trasporto differenziale massimo per
arricciatura è 1 : 2 (alcuni modelli della sottoclasse : 1
: 1,75). Le graduazioni oltre 0 vengono usate come lo
standard.
(Esso può essere impostato a l : 4 (alcuni modelli della
sottoclasse : 1 : 3,8) a seconda della regolazione del
meccanismo interno della macchina per cucire.)
5) Al termine della regolazoine, bloccare il dado di
fìssaggio
2
a fondo.
1)
拧松差动锁紧螺母
2
,向上移动差动调节杆
1
是伸长缝,向下移动是缩短缝。
2)
稍稍移动拨杆
1
,可以使用送布微调螺丝
3
。
3)
刻度
S
的位置是差动比
1:0.8(
部分派生机种为
1:
0.6)
的伸缝,
0
的位置主送布牙和副送布牙的差
动比是
1:1
。
4)
缩缝的最大差动比是
1:2(
部分派生机种为
1:1.75)
,
0
以后的刻度是供参考用。
(
经机械内部调整,可以达到
1:4(
部分派生机种
为
1:3.8)
的差动比。
)
5)
调节后,请确实地把锁定螺母
2
拧紧。
1
2
3
1) Diferansiyel besleme kontra somununu
2
�evşetin.
�ikişi �ermek için kolu
1
yukarı kaldırın veya b�zmek
için aşağı indirin.
2) Kolu
1
sadece �afifçe �areket ettirmek istediğiniz
zaman, diferansiyel besleme �assas ayar vidasını
3
kullanın.
3) Makinenin diferansiyel besleme ayar kolu S derecesine
�etirildiği zaman, makine 1:0.8 diferansiyel besleme
oranı ile �erdirerek dikiş diker (bazı alt sınıf modellerin
oranı; 1: 0.6). Kol derecesi 0 olarak ayarlandığı zaman
ana transport dişlisi ile diferansiyel besleme transport
dişlisi arasındaki diferansiyel besleme oranı; 1: 1.
4) B�z�� için azami diferansiyel besleme oranı 1: 2
‘dir (bazı alt modellerde 1: 1.75 tri) 0 dan sonraki
derecelendirmeler standart olarak kullanılır. (�ikiş
makinesinin da�ili mekanizma ayarına bağlı olarak
1:4 oranında (bazı alt sınıf makinelerde 1:3.8)
ayarlanabilir.
5) Ayar işlemi tamamlandıktan sonra, kontra somunu
2
sağlam biçimde sıkın.
Содержание MO-6704DA
Страница 13: ...xii ...







































































