



















23
6. Fonctionnement de la machine
Attention.
Avant les travaux d’équipement et
de réglages, la machine doit
toujours être assurée contre la
mise en route.
Débrancher la machine du réseau
.
Avant de débuter l’usinage, contrôler
que la pièce d’œuvre est bien fixée.
Ne pas freiner le mandrin ou l’outil
avec la main.
Garder les doigts à une distance
suffisante des éléments en rotation et
des copeaux.
Ne retirer les copeaux que sur la
machine arrêtée et à l’aide d’un
crochet spécial.
Ne jamais travailler en laissant le
protège-mandrin ou le cache-roues
ouvert.
Pour tarauder, fileter et usiner des
pièces non équilibrées, ne travailler
qu’à des petites vitesses.
Ne jamais usiner du magnésium-
Danger d‘incendie!
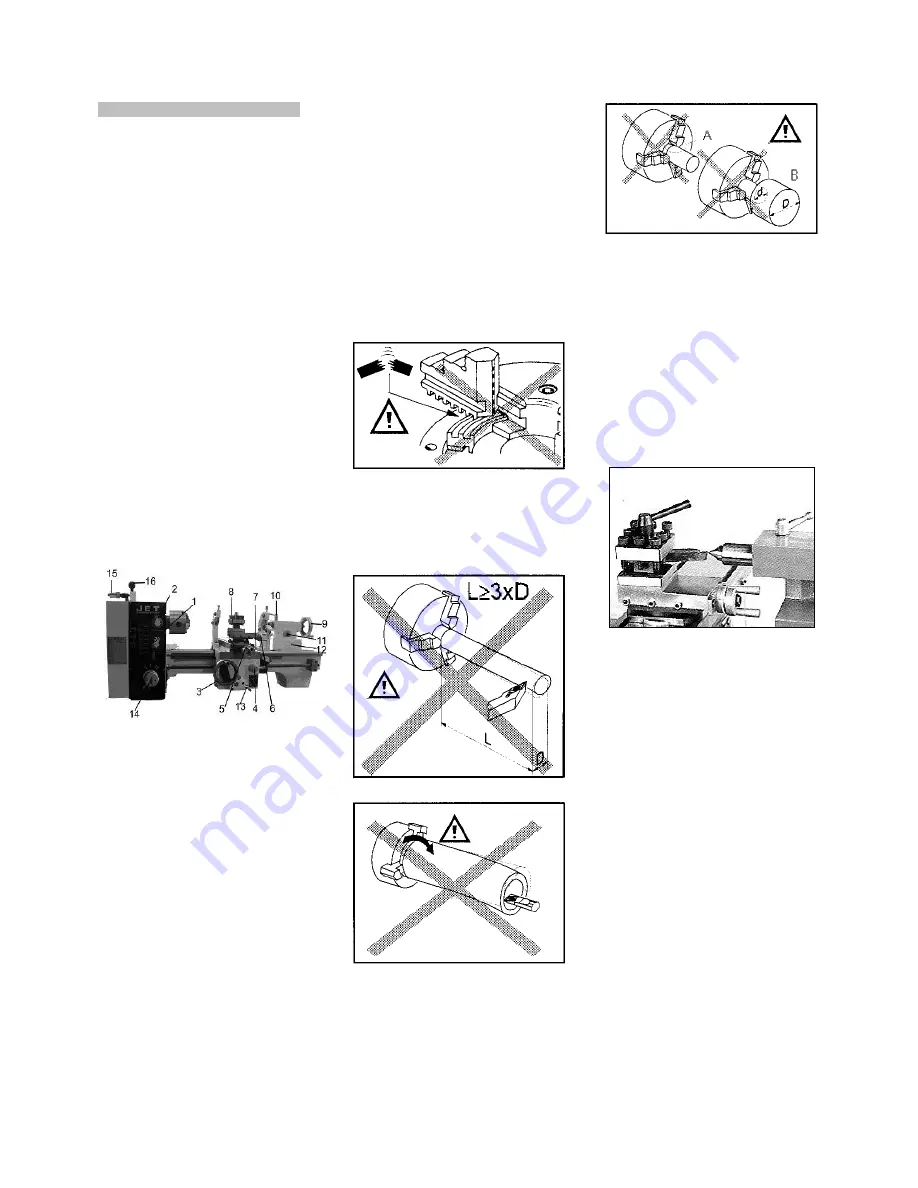
6.1 Eléments de commande
Fig 1
1….Interrupteur principal pour moteur
2….Interrupteur choix sens de rotation
3….Volant du traînard
4….Levier écrou vis-mère
5….Volant coulisse transversale
6….Volant coulisse supérieure
7….Vis de blocage du traînard
8….Tourelle porte-outils (4)
9….Volant pinole contre-pointe
10…Levier de blocage de la pinole
11…Serrage de la contre-pointe
12…Dépl. transv. de la contre-pointe
13…Levier pour avance automatique
14…Levier pour choix de l'avance
15…Levier pour choix de vitesse
16…Levier pour tension des courroies
6.2 Serrage pièce
La limitation du nombre de tours du
moyen de serrage n'ose jamais être
dépassée.
La denture des mors de serrage et
celle de la spirale doivent toujours être
complètement engrenées. Les mors
de serrage dépassant le diamètre du
mandrin peuvent se casser et voler à
travers l'atelier. (Fig 2).
Fig 2
Evitez le serrage de pièces trop
longues, elles peuvent se courber
(Fig3) ou être arrachées du mandrin
(Fig 4).Appuyez-les avec la contre-
pointe ou la lunette.
Fig 3
Fig 4
Evitez un serrage court (A, Fig 5) ou
le serrage sur un petit diamètre (B).
Fig 5
Favorisez un serrage de la pièce avec
appui axial.
6.3 Fixation du burin de tournage
L'angle de coupe n'a sa grandeur
désirée que lorsque le tranchant du
burin est réglé au centre de l'axe de la
pièce.
La hauteur exacte du burin est
obtenue en plaçant le burin à la
hauteur de la contre-pointe au moyen
de câles d'épaisseur (Fig 6).
Fig 6
Fixez le burin sur la tourelle porte-
burins avec au moins deux vis.
Fixez le court, évitez un grand porte à
faux du burin.
6.4 Choix de la vitesse de broche
La vitesse de broche adéquate
dépend du genre d'usinage à
effectuer, du diamètre de tournage, de
la pièce et du type de burin.
Les recommandations des nombres
de tours sont valables pour un
∅
de
10mm usiné avec un burin en acier
rapide HSS.
Aluminium, laiton:
1500 l/min
Fonte grise:
1000 l/min
Acier (C15):
800 l/min
Acier (C45):
600 l/min
Acier Inox:
300 l/min
Avec l'utilisation de burins en métal
dur (HM) il est possible que le nombre
de tours soit env. 5 fois plus élevé.



























































