




























Intel
®
E7500 and Intel
®
E7501 Chipsets MCH Thermal Design Guide
14
Thermal Design Guide
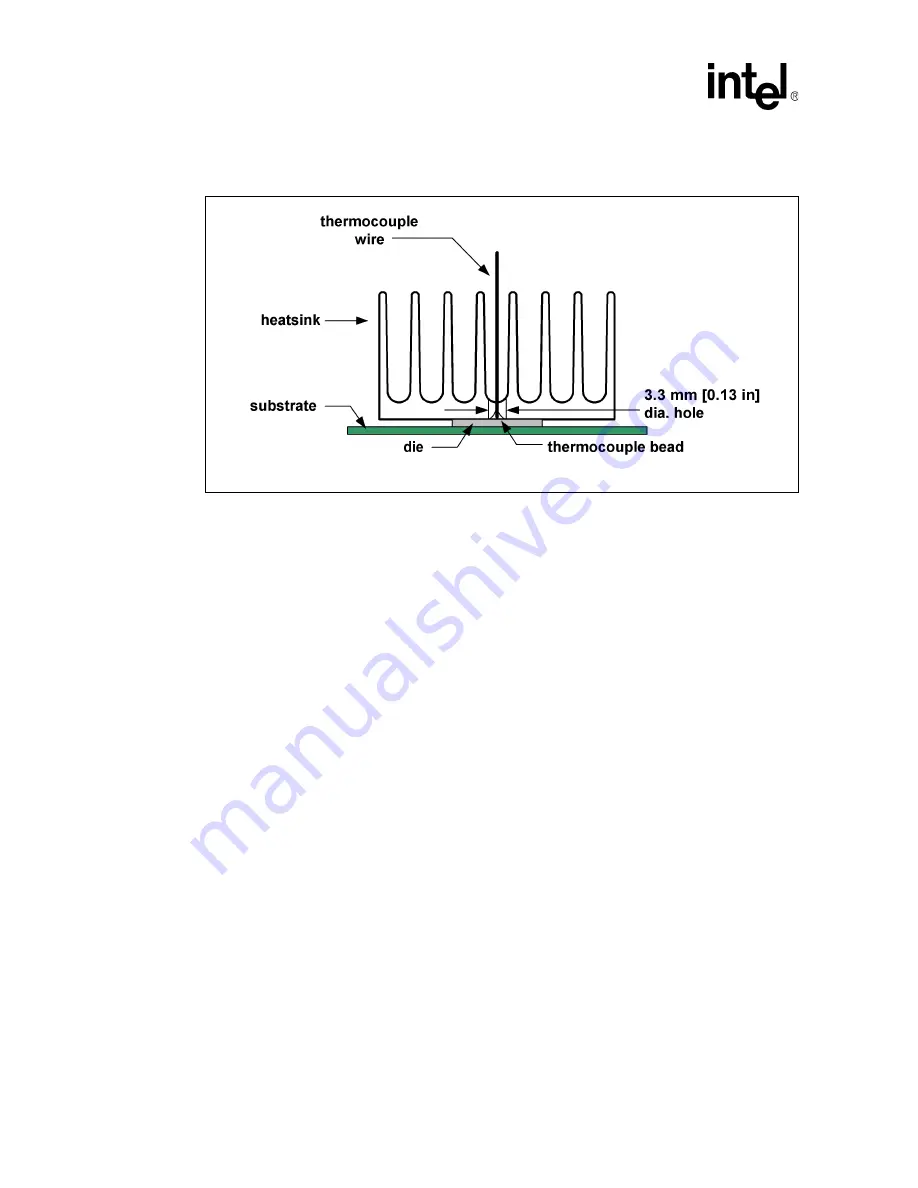
shows the 90° angle attach methodology.
5.1.2
0° Angle Attach Methodology
1. Mill a 3.3-mm [0.13 in] diameter hole centered on bottom of the heat sink base. The milled
hole should be approximately 1.5 mm [0.06 in] deep.
2. Mill a 1.3 mm [0.05 in] wide slot, 0.5 mm [0.02 in] deep, from the centered hole to one edge of
the heat sink. The slot should be in the direction parallel to the heat sink fins (see
3. Attach thermal interface material (TIM) to the bottom of the heat sink base.
4. Cut out portions of the TIM to make room for the thermocouple wire and bead. The cutouts
should match the slot and hole milled into the heat sink base.
5. Attach a 36-gauge or smaller calibrated K-type thermocouple bead or junction to the center of
the top surface of the die using a high thermal conductivity cement. During this step, make
sure no contact is present between the thermocouple cement and the heat sink base because
any contact will affect the thermocouple reading. It is critical that the thermocouple bead
makes contact with the die (see
6. Attach heat sink assembly to the MCH, and route thermocouple wires out through the milled
slot.
Figure 3. 90° Angle Attach Methodology
NOTE: Drawing is not to scale.







































































