





























-38-
Model G0793 (Mfd. Since 02/15)
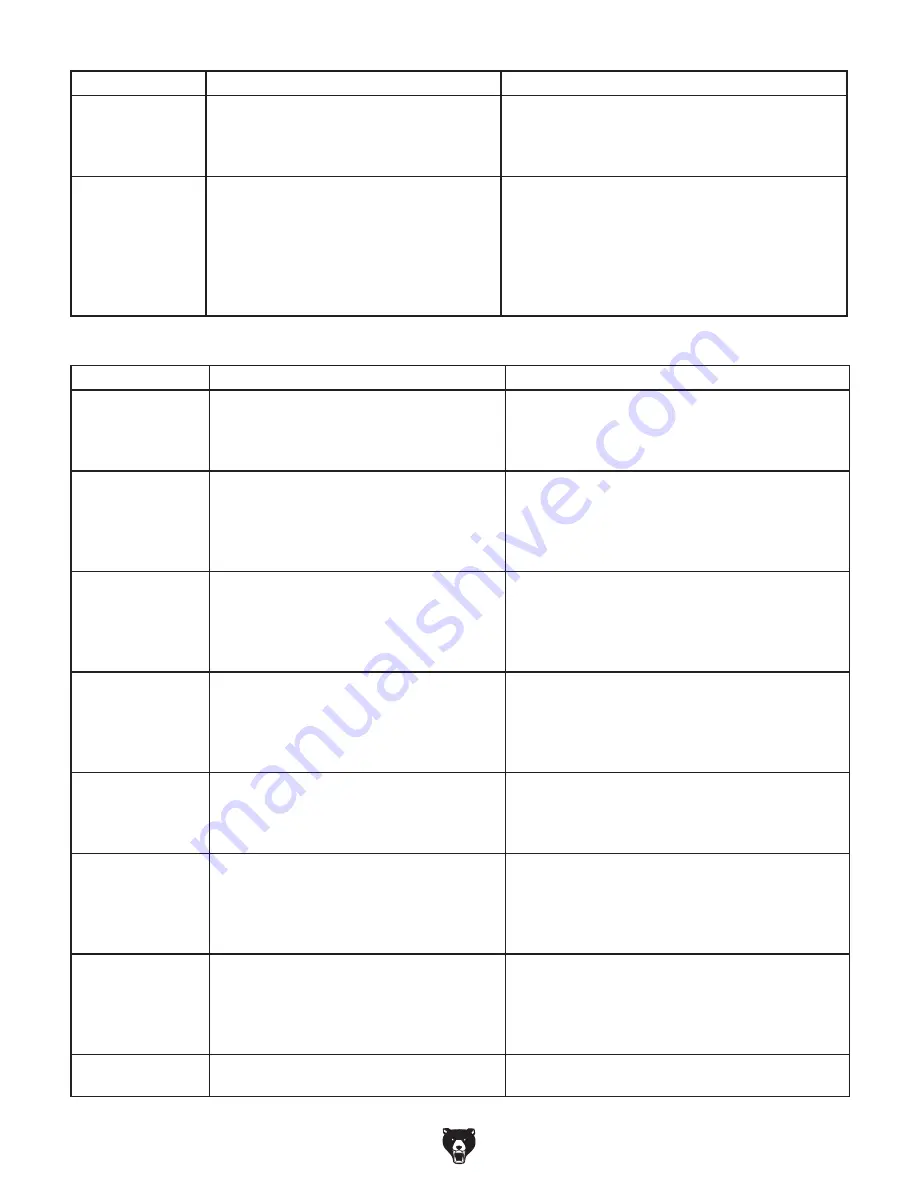
Drill Press Operations
Symptom
Possible Cause
Possible Solution
Tool loose in spindle. 1. Cutting tool is not fully drawn up into
spindle taper.
2. Debris on tool or in spindle taper
3. Taking too big of a cut.
1. Tighten drawbar.
2. Clean cutting tool and spindle taper.
3. Lessen depth of cut and allow chips to clear.
Breaking tools or
cutters.
1. Spindle speed/feed rate is too fast.
2. Cutting tool is too small.
3. Cutting tool getting too hot.
4. Taking too big of a cut.
5. Spindle extended too far down.
1. Set spindle speed correctly or use slower feed rate.
2. Use larger cutting tool and slower feed rate.
3. Use coolant or oil for appropriate application.
4. Lessen depth of cut and allow chips to clear.
5. Fully retract spindle and raise table instead.
Workpiece or tool
vibrates or chatters
during operation.
1. Table locks not tight.
2. Workpiece not secure.
3. Spindle speed/feed rate is too fast.
4. Spindle extended too far down.
5. Quill lock lever not tight.
1. Tighten table locks.
2. Properly clamp workpiece on table or in vise.
3. Set spindle speed correctly or use slower feed rate.
4. Fully retract spindle and raise table instead.
5. Tighten quill lock lever.
Bad surface finish.
1. Spindle speed/feed rate is too fast.
2. Dull or incorrect cutting tool.
3. Wrong rotation of cutting tool.
4. Workpiece not secure.
5. Spindle extended too far down.
1. Set spindle speed correctly or use slower feed rate.
2. Sharpen cutting tool or select better one for task.
3. Check for proper cutting tool rotation.
4. Properly clamp workpiece on table or in vise.
5. Fully retract spindle and raise table instead.
Spindle overheats.
1. Poor spindle bearing lubrication.
2. Spindle bearings too tight.
3. Machine operated at high speeds for
extended period.
1. Lubricate spindle bearings.
2. Properly adjust spindle bearing preload.
3. Allow machine to cool.
Thread is not
smooth.
1. Cutting edge chipped on cutting tool.
2. Cutting tool not centered.
3. Chip packing.
4. Galling.
1. Replace tool.
2. Center tool.
3. Use spiral point/spiral fluted taps and or reduce the
number of flutes to provide extra chip room.
4. Use proper coolant; reduce tapping speed.
Tool Breakage.
1. Wrong tap choice.
2. Improper or no lubricant.
3. Misalignment between tap and pilot hole.
4. Cutting tool/bit is worn.
5. Wrong size pilot hole.
1. Select better tap for task.
2. Use proper lubricant for operation.
3. Fix alignment between tap and pilot hole.
4. Sharpen cutting tool/replace.
5. Adjust pilot hole size accordingly.
Oil not flowing in oil-
flow sight glass
1. Headstock oil low/out.
2. Headstock oil pump at fault.
1. Replace headstock oil (Page 33).
2. Replace headstock oil pump.
Symptom
Possible Cause
Possible Solution
Spindle rotates in
wrong direction.
1. Phase polarity reversed at incoming power
connections.
2. Spindle motor or speed/direction switch
wired incorrectly.
1. Correct incoming power connections (
Page 17).
2. Verify spindle motor (
Page 46) and speed/direction
switch wiring (
Page 44).
Coolant pump
doesn't work.
1. Inadequate ammount of coolant in
reservoir.
2. Emergency stop button engaged/at fault.
3. Master power switch off/at fault.
4. Coolant pump hose clogged with debris.
5. Coolant pump switch at fault.
6. Coolant pump at fault.
1. Add or change coolant in reservoir (
Page 36)
2. Rotate button to reset/replace it.
3. Turn master power switch to ON position/replace it.
4. Clean coolant pump and replace coolant (
Page 36).
5. Replace coolant pump switch.
6. Replace coolant pump.
Содержание G0793
Страница 60: ......







































































