





























SMART 200 TIG PULSE
39
2.2 Facteur de marche & Surchauffe
La lettre "X" représente le facteur de marche, qui se définit
comme le pourcentage de temps pendant laquelle la machine
peut travailler de façon continue dans un période de temps
déterminé (10 minutes). Le facteur de marche nominal est le
pourcentage de temps pendant laquelle une machine peut
travailler de façon continue dans une période de 10 minutes à
un régime de courant de sortie nominal.
Le rapport entre le facteur de marche "X" et le courant
de soudage de sortie "I" est recueilli dans le schéma de droite.
Si la machine à souder est en surchauffe, l’unité interne de
protection contre les surchauffes IGBT activera une instruction
pour couper le courant de soudage de sortie, et le voyant de
contrôle de surchauffe du panneau frontal s’allumera. La
machine devra alors s’arrêter pendant 10 minutes pour que le ventilateur la refroidisse. Lorsque vous mettrez de
nouveau l’appareil en marche, le courant de soudage de sortie ou le facteur de marche devrait baisser.
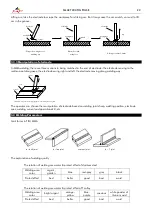
2.3 Connexion Polarité
Soudage en mode MMA
●
Choisir entre la connexion DCEN ou DCEP selon la condition ou forme de combustion stable de l’arc. Les différentes
électrodes nécessitent des méthodes de connexion différentes. Veuillez consulter le manuel des électrodes.
●
Placez le sélecteur du mode de soudage du panneau frontal dans la position MMA avant de réaliser un soudage
MMA.
Montage de l’équipement (TIG)
Panneau frontal
Panneau frontal
Porte-électrode
Porte-électrode
Électrode
Électrode
Pièce de travail
Pièce de travail
Tuyau de
gaz
Bouteille de gaz
argon
Raccord entrée
gaz de protection
Connecteur
gaz de
protection
Sortie
Polarité négative
Aéro-connecteur
Sortie
Polarité positive
Câble de commande
commutateur torche
Câble de retour
de courant
Câble
de
soudag
e







































































