


























SMART 200 TIG PULSE
19
Procure no derramar el combustible cuando rellene el depósito. Si el combustible se derrama, séquelo
convenientemente y no arranque el motor hasta que hayan desaparecido los humos o vapores del ambiente.
LAS CHISPAS DE SOLDADURA pueden provocar incendios o
explosiones.
Elimine todo lo que pueda representar un riesgo de incendio del lugar de trabajo de soldadura. Si no fuese
posible, cubra las potenciales fuentes de riesgo para evitar que las chispas y/o proyecciones de la soldadura puedan
provocar un incendio. Recuerde que las chispas de soldadura y las salpicaduras de materiales calientes pueden
introducirse con facilidad por pequeñas ranuras o grietas de las zonas adyacentes. Evite soldar en las proximidades
de conducciones hidráulicas. Tenga un extintor siempre a mano.
Cuando en el lugar de trabajo se tengan que utilizar gases comprimidos, deberán adoptarse precauciones
especiales para evitar situaciones peligrosas.
Cuando no esté soldando, asegúrese de que ninguna parte del circuito del electrodo entra en contacto con el
circuito de masa o de la pieza de trabajo. Cualquier contacto accidental puede desencadenar un sobrecalentamiento
y generar un riesgo de incendio.
No calentar, cortar o soldar depósitos, tambores o contenedores hasta que se hayan adoptado las medidas
necesarias encaminadas a garantizar que tales procedimientos no generarán vapores inflamables o tóxicos de las
sustancias en su interior. Éstas pueden provocar una explosión incluso después de haberse "limpiado".
Ventile bien los contenedores o las piezas de fundición huecos antes de calentarlas, cortarlas o soldarlas. Ya que
cabe la posibilidad de que exploten.
Las chispas y las salpicaduras salen despedidas del arco de soldadura. Utilice prendas de protección apropiadas,
sin aceite, tales como guantes de cuero, camisas gruesas, pantalones sin bastilla, zapatos de caña alta y una gorra
sobre su cabeza. Póngase unos tapones para los oídos cuando suelde fuera de la posición habitual o en lugares
cerrados. Utilice siempre en la zona de soldadura, gafas de seguridad con protecciones laterales.
Conecte la pinza de maza a la pieza a soldar lo más cerca que pueda a la zona de soldadura. La conexión de las
pinzas de masa a las estructuras metálicas u otras zonas apartadas del área de soldadura aumenta la posibilidad de
que la corriente de soldadura pase por las cadenas o cables de suspensión, los cables grúa u otros circuitos
alternativos. Esto puede crear riesgos de incendio o sobrecalentar estas cadenas o cables de suspensión hasta hacer
que fallen.
Las piezas giratorias pueden ser peligrosas.
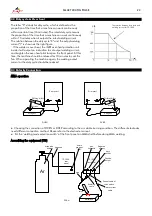
Utilice exclusivamente botellas que contengan el gas de protección recomendado para el proceso utilizado y
reguladores diseñados para el gas y la presión utilizados que funcionen correctamente. Todas las mangueras,
racores, etc. deben ser los adecuados para la aplicación y su estado de mantenimiento debe ser óptimo.
Mantenga siempre las botellas en posición vertical sujetas firmemente con una cadena a la parte inferior del carro
de transporte o a un soporte fijo.
Las botellas deben colocarse:
Lejos de zonas donde puedan ser golpeadas o sometidas a daños materiales.
A una distancia mínima de seguridad de las operaciones de soldadura por arco o corte y de cualquier otra fuente de
calor, chispas o llamas.
No permita en ningún caso que el electrodo, el porta-electrodo o alguna otra parte "activa" entre en contacto con la
botella.
Mantenga su cabeza y su rostro alejados de la salida de la válvula de la botella cuando la abra.
Las tapas o capuchones de protección de las válvulas deben estar siempre colocados y apretados a mano excepto
cuando el cilindro se encuentre en uso o conectado para su uso.
El conocimiento de los campos eléctricos y magnéticos
La corriente eléctrica al circular a través de cualquier conductor genera Campos eléctricos y magnéticos
localizados (EMF). La discusión acerca del efecto de los campos EMF es un tema candente a nivel mundial. Hasta la
fecha, no se han presentado pruebas materiales que demuestren que los campos EMF pueden tener efectos
perjudiciales para la salud. Sin embargo, las investigaciones sobre esta materia siguen su curso. Antes de cualquier
conclusión, reduciremos la exposición a los campos EMF al mínimo posible.
Para reducir los campos EMF, utilizaremos los procedimientos siguientes:
Pasar los cables del porta-electrodos y de la pinza de masa juntos --- Encintándolos siempre que sea posible.
Todos los cables deben colocarse lejos del operario.
No se enrolle nunca el cable de alimentación alrededor de su cuerpo.
Asegúrese de que la máquina de soldar y el cable de alimentación se encuentran lo más lejos posible del operario
según la situación real.
Conecte la pinza de masa a la pieza de trabajo lo más cerca posible de la zona a soldar.
Las personas con marcapasos deberán permanecer alejadas de la zona de soldadura.







































































