


























GAR CUT (V. INDUSTRIAL). Manual de Instrucciones.
12
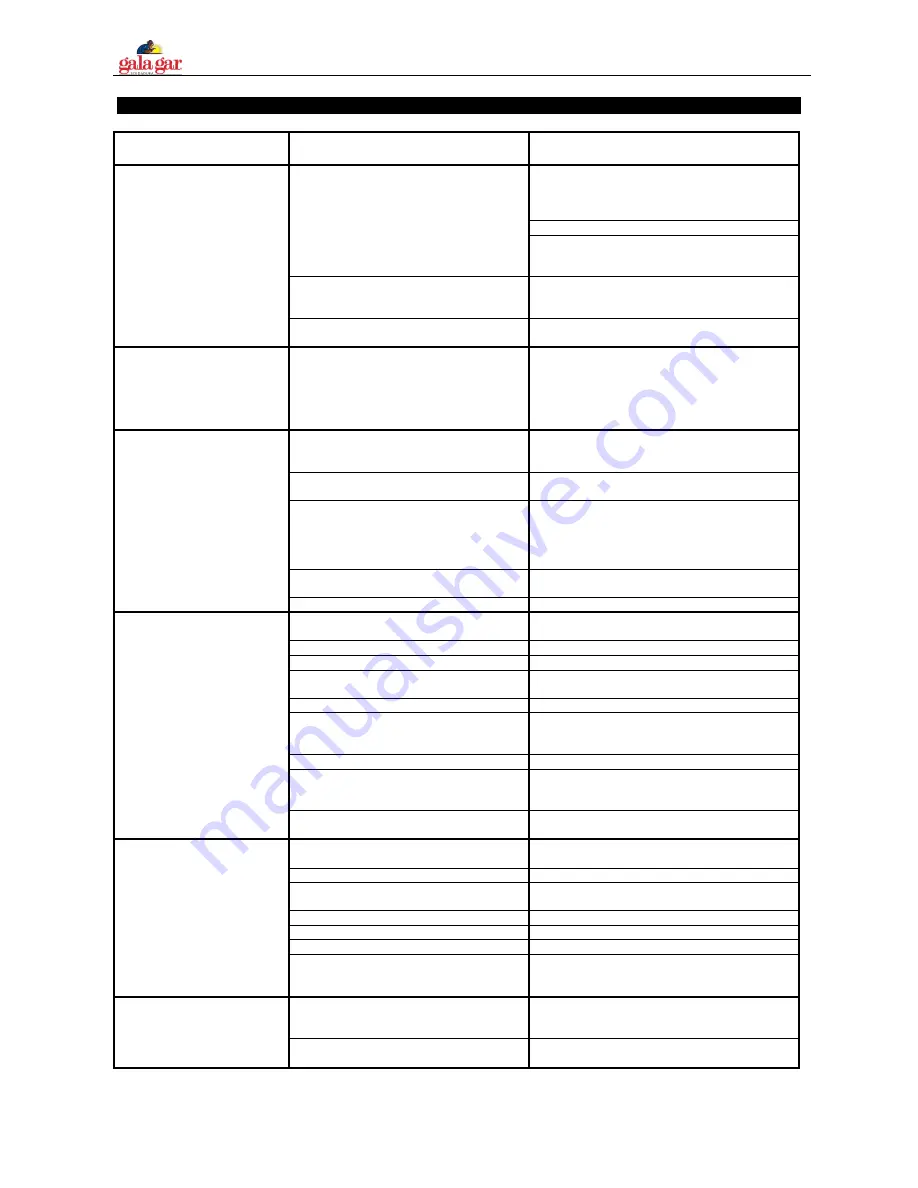
CAPITULO 5. ANOMALÍAS. CAUSAS PROBABLES. SOLUCIONES POSIBLES.
SÍNTOMA. ANOMALÍA.
CAUSA PROBABLE.
SOLUCIÓN POSIBLE.
1. Observar que la tensión en la entrada de la
máquina existe; de no ser así hay que proceder a
cambiar la toma. Es conveniente observar si hay
algún magnetotérmico "saltado".
2. Comprobar fusibles de la placa FA-001.
La máquina carece de tensión en alguno o
todos sus elementos vitales.
3. Deben desmontarse los paneles de la maquina
testeando los puntos del esquema eléctrico lógicos
para el caso.
Si bien la placa generadora de alta frecuencia
(GHF-1) queda excitada no se produce la
ignición del arco.
Sustituya placa generadora de alta frecuencia.
PROBLEMA GENERAL.
NO FUNCIONA NADA.
No existe una tensión de vacío correcta de
270 V.
Comprobar Rectificador, contactor, transformador
principal e interruptores.
SALTA LIMITADOR.
Calibre del interruptor magnetotérmico
bajo para el caso (sí es el principal la
Instalación
puede
tener
una
potencia
instalada inferior a los 25 Kw. mínimos).
Puede existir un cortocircuito que es el que
provoca que dispare el limitador.
Cambie el magnetotérmico por otro de mayor
calibre.
Es
importante
que
el
interruptor
magnetotérmico sea de una curva característica tipo
lenta. En el caso de que la instalación eléctrica sea
de potencia limitada debe probar la realización del
corte con inferiores valores de intensidad.
Baja presión de aire. Máquina no operativa.
Lamparita roja iluminada.
Aumentar la presión de entrada mediante el
regulador de presión situado en la parte posterior
del aparato.
Transformador sobrecalentado. Máquina no
operativa.
Lamparita ámbar iluminada. Esperar a que la
máquina enfríe.
Fallo en el sistema de seguridad de la
antorcha. No se ha insertado la protección
frontal de seguridad o bien la portatobera de
la pistola puede no encontrarse perfectamente
apretada
Insertar protección frontal de seguridad.
Roscar perfectamente la portatobera.
Fallo del interruptor de la pistola que no
realiza perfectamente el contacto.
Cambiar microinterruptor de la antorcha.
SI BIEN LA MAQUINA SE
ENCUENTRA CONECTADA Y
CON EL PILOTO L1
ILUMINADO,
AL PULSAR NO EXISTE NINGÚN
TIPO DE REACCIÓN
Placa electrónica central SCP-2 averiada.
Sustituir placa electrónica SCP-2
Presión de aire regulada a un valor elevado.
Mediante el regulador de presión R disminuirla a
un valor de 5,5 Bar.
Electrodo nuevo con capa superficial aislante. Cepillar electrodo. "Sacar brillo al electrodo".
Escorias en la parte plana de la tobera.
Limpiar adecuadamente la tobera.
No se completa el ciclo de preflujo al dejar de
oprimir el pulsador rápidamente
Mantenga oprimido el pulsador más de un
segundo.
Excesivo desgaste del electrodo.
Sustituir electrodo.
Diámetro de tobera muy elevado, bien por
desgaste o por tratarse de una tobera nueva
de 1.8 mm de diámetro.
Sustituir tobera.
Electrodo o tobera de baja calidad.
Utilice repuestos originales.
La placa electrónica de alta frecuencia GHF
no queda excitada con 230 V en la fase de
ignición.
Sustituya placa electrónica de control. Supervise
conexiones y cableado.
AL PULSAR, SI BIEN SALE AIRE,
NO SE PRODUCE LA IGNICIÓN
DEL ARCO. O
EL ARCO "
PETARDEA".
La avería de la placa central de control es
reiterativa.
Comprobar el grado de aislamiento del equipo.
Soplar con aire comprimido el interior.
Se ha seleccionado una potencia de corte
baja.
Aumente la potencia de corte mediante el
potenciómetro P1.
La pieza es de un espesor elevado.
La velocidad de corte adquirida es muy
elevada.
Disminuir la velocidad de corte.
Elementos consumibles desgastados.
Sustituya electrodo y/o tobera.
Tensión de la instalación baja.
Consulte a la compañía eléctrica.
Mal contacto de la masa eléctrica.
Realice un buen contacto de masa.
NO EXISTE PENETRACIÓN EN EL
CORTE.
Caudal de aire incorrecto.
Observe si la presión con el aire fluyendo es de 5.5
bar. Sople el interior de la antorcha de corte.
Limpie las electroválvulas.
En una de las electroválvulas existe una
impureza que impide que cierre el embolo el
caudal de aire.
Desmonte y limpie la electroválvula.
EL AIRE FLUYE
PERMANENTEMENTE.
NO EXISTE DESCONEXIÓN
NEUMÁTICA.
La placa electrónica de control SCP-2 esta
averiada.
Sustituya la placa electrónica SCP-2.







































































