





























FARMI 260
24
A
B
30
o
45
o
R~
20
0
7
7
/
8
”
(0,01”)
0,3 mm
45
o
30
o
(0,01”)
0,3 mm
SHARPENING THE KNIVES
Sharpen all knives equally. This
ensures disk balance.
Avoid heating the knife during
sharpening.
The knives need sharpening when:
•
The self-feeding of wood has decreased
•
The power demand has increased
•
The chip surface is rough
•
The individual chips have become smaller.
Normally, the knives can be sharpened several times
without actually being removed (with, e.g., a sharpening
stone or belt grinder).
More thorough conditioning is carried out with a
surface grinder, with the knives removed.
The new knives are sharpened to a concave shape,
R=200. The sharpening angle is 30° and hone angle is
45° . The hone angle prevents the edge from breaking.
Fig. 18.
It is recommended that the knives be sharpened to a
concave shape. If this is not possible, the knife is shar-
pened to a flat profile. Fig. 19.
Fig 18. The profile of a concave knife
Fig 19. A knife with a flat profile
shar
pening st
one
knife
knife
The hone angle is ground to a 45° angle with two to
three longitudinal strokes, using a level sharpening
stone.
Burrs are removed from the knife fastening bolt side,
grinding with the surface. Fig 20.
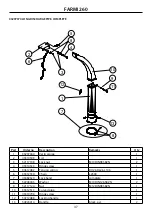
REMOVING THE ANVILS
The chipper features both a vertical and horizontal anvil.
To remove the anvils, open the fastening bolts (A) and
(B) (M16). The horizontal anvil fastening bolt (B) is
located below the feed opening. Fig. 21.
SHARPENING THE ANVILS
If you notice wear or rounding of the inner edge of
the vertical anvil, sharpen the anvil so that the original
angle is retained. Fig. 22.
Fastening bolt side
Fig 20. Final grinding of the knife
Fig 21. Anvil fastening bolts
CAUTION!
!
Vertical anvil
Horizontal anvil
Knife







































































