


























GB
KJ 45/S
KJ 45/S
14
Date
07-2016
Revisione
-
08
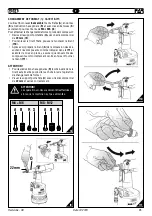
AIR FEED
(fig.
f1
)
The compressed air system must be provided with air
cleaners and condensation drains and must guarantee that
the air supplied to the feeder has a constant pressure of min
6 bars
. The regulator must be set at a pressure of
6,5 bars
.
Connect the machine to the main compressed air supply as
shown in the diagram (
f1
):
1
) Cutoff cock (used during maintenance of the filter regulator
or of the lubricating unit).
2
) Main supply inlet.
3
) Main supply bleed.
4
) Pressure regulator and filter (bleed daily).
5
) Lubricating unit.
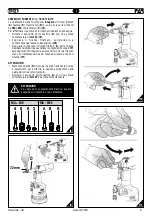
ATTENTION!
The riveting tool is equipped with a
relief valve (
F
) starting when the compressed-air
pressure significantly exceeds 7 bar.
ATTENTION!
If the relief valve (
F
) starts and the air
consequently escapes, we recommend to check if
the tool feed pressure corresponds to the pressure
value indicated under the technical data in this
handbook (page 13).
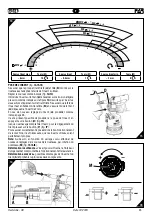
FRL UNIT
PRELIMINARY OPERATIONS
(fig.
f2-f3
)
Check that the threaded tie rod (
A
) and head (
B
) couple
assembled on the riveting tool is suitable to the size of the
insert to clamp; otherwise change the size (page
17). The
tie-rod (
A
)/head (
B
) unit assembled on this riveting tool,
corresponds to a
M10
thread.
Before using the riveting tool and after each change of size, the
stroke should be adjusted according to the dimensions, type
of the insert and thickness of the material to clamp. Before
carrying out this operation rotate the knob (
M
) according
to the direction of the arrow, (
+
) for increasing the stroke
and (
-
) for decreasing it. Increasing the stroke - rotation of
knob (
M
) - in the direction indicated with the symbol (
+
), the
distance “
h
” (page 15) decreases increasing the clamping
action. To verify that the stroke is correctly adjusted check the
indicator (N) comparing it with the values of the table (fig.
f3
).
NOTE:
Before the definitive placing of the insert, its clamping
on the thicknesses involved should be checked, carrying
out other adjustments, as shown at page 18 (the specified
adjustments are just an indication, it is advisable to see the
technical data of the inserts used).
ATTENTION!
The incorrect adjustment of the
riveting tool can cause a bad clamping of the
inserts and a possible break of the tie rod!
ATTENTION!
The above-mentioned operations
must be done when the tool is not fed. For
visualizing the changed stroke (
N
) the tool
must be fed.
f2
1
2
4
5
3
3 m Max
f1
F
Q
• Move up the slider of the air-entry valve (
Q
) to feed the tool.
• Before regulating the stroke, discharge the tool by the air and stop
the feeding, moving down the slider of the air-entry valve (
Q
).







































































