



























Measuring and calibration cycles (M)
140
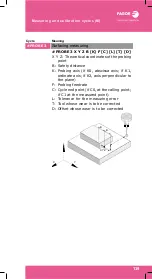
#PROBE 4
Outside corner measuring.
#PROBE 4 X Y Z B F
X..Z: Theoretical coordinates corner being
measured
B: Safety distance
F: Probing feedrate
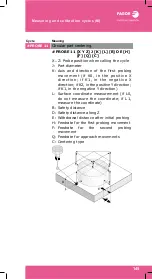
#PROBE 5
Inside corner measuring.
#PROBE 5 X Y Z B F
X..Z: Theoretical coordinates corner being
measured
B: Safety distance
F: Probing feedrate
Cycle
Meaning
B
B
B
B
B
B
B
B
Содержание CNC 8060
Страница 1: ...CNC 8060 65 User quick reference Ref 1906...
Страница 44: ...Work modes 44...
Страница 64: ...ISO language 64...
Страница 102: ...ISO canned cycles T 102...
Страница 128: ...Conversational cycles M 128...
Страница 136: ...Conversational cycles T 136...
Страница 150: ...Measuring and calibration cycles T 150...
Страница 169: ......







































































