





























Programming manual.
CNC 8070
COORDINATE SYSTEM
3.
Co
ordin
a
te p
rogrammin
g
·69·
(R
EF
: 1709)
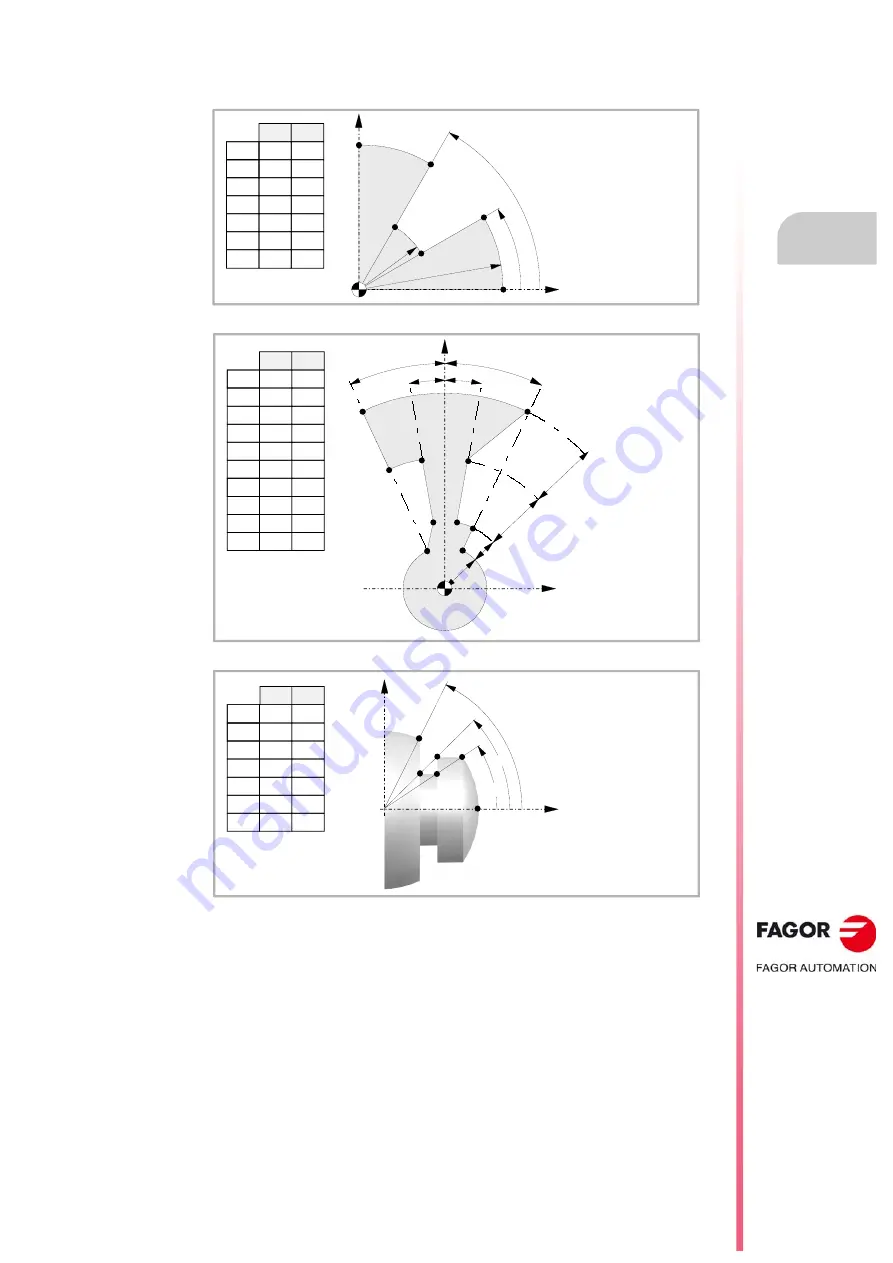
Examples. Point definition in polar coordinates.
P1
P2
P3
P4
P5
P6
50
30
o
60
o
P0
Y
X
R
Q
P0
0
P1
100
0
0
P2
P3
P4
100
50
50
30
30
60
P5
100
60
P6
100
90
10
6
10
10
25
25
15
15
P1
P2
P3
P4
P5
P6
P7
P8
P9
P10
Ow
R
P1
46
P2
P3
P4
31
16
16
P5
10
P6
10
P7
16
P8
P9
P10
31
31
46
Q
65
80
80
65
65
115
100
100
115
115
Y
X
P0
P1
P2
P3
P4
P5
P6
63.4
o
45
o
33.7
o
R
Q
P0
430
P1
430
0
33.7
P2
P3
P4
340
290
230
45
33.7
45
P5
360 63.4
P6
360
90
X
Z
Содержание 8070 BL
Страница 1: ... Ref 1709 8070 CNC Programming manual ...
Страница 8: ...BLANK PAGE 8 ...
Страница 12: ...BLANK PAGE 12 ...
Страница 14: ...BLANK PAGE 14 ...
Страница 26: ...BLANK PAGE 26 ...
Страница 28: ...BLANK PAGE 28 ...
Страница 30: ...BLANK PAGE 30 ...
Страница 60: ...Programming manual CNC 8070 2 MACHINE OVERVIEW Home search 60 REF 1709 ...
Страница 72: ...Programming manual CNC 8070 3 COORDINATE SYSTEM Coordinate programming 72 REF 1709 ...
Страница 80: ...Programming manual CNC 8070 4 WORK PLANES Select the longitudinal axis of the tool 80 REF 1709 ...
Страница 96: ...Programming manual CNC 8070 5 ORIGIN SELECTION Polar origin preset G30 96 REF 1709 ...
Страница 178: ...Programming manual CNC 8070 9 TOOL PATH CONTROL MANUAL INTERVENTION Variables 178 REF 1709 ...
Страница 304: ...Programming manual CNC 8070 16 C AXIS Machining of the turning side of the part 304 REF 1709 ...
Страница 440: ...Programming manual CNC 8070 22 STATEMENTS AND INSTRUCTIONS Flow controlling instructions 440 REF 1709 ...
Страница 442: ...Programming manual CNC 8070 23 CNC VARIABLES 442 REF 1709 ...
Страница 443: ...Programming manual CNC 8070 443 User notes REF 1709 ...





















































