




























21
V. SETUP AND USAGE OF MIGMASTER
300i
5.1 CONTROLS
5.1.1 POWER SWITCH
The rotary power switch is located on the back panel
in the upper right hand corner. This switch also turns
on the fan. The twelve o'clock position is the OFF po-
sition, the ON is one quarter turn clockwise.
5.1.2 PROCESS SELECTOR SWITCH
The three-position process selector switch is on the
upper right front panel. The processor selector switch
provides the visual indication of which process (MIG,
TIG, or STICK) has been selected.
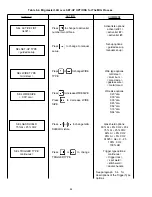
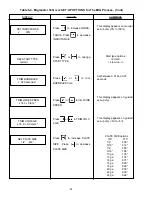
5.1.3 CONTROL DISPLAY SCREEN (Figure 5-1)
Welding setup options are controlled and monitored
by use of the Display Window and the control
pushbuttons. The screen displays the settings required
for the desired welding process as determined by the
position of the Process Selector Switch. The Scroll
Key is used to select functions as required to select
wire speed, voltage, trigger type, etc. The arrow keys
are used to select options. For example, the operator
would use the keys in order to select plate size. The
scroll key is depressed several times, until SEL PLATE
SIZE is displayed. The arrow keys are then depressed
until the desired plate size appears in the display.
Figure 5-1. Control Display Screen
5.1.4 SECONDARY WELDING CONNEC-TIONS
The secondary output welding terminals, POS (+) and
NEG (-), are located on the lower front panel directly
beneath the torch connector J4 (see Figure 4-3).
5.2 OPERATING PROCEDURES
5.2.1 OPERATING SAFETY PRECAUTIONS
COMPLY WITH ALL VENTILATION, FIRE AND
OTHER SAFETY REQUIREMENTS FOR ARC
WELDING AS ESTABLISHED IN THE SAFETY SEC-
TION AT THE FRONT OF THIS MANUAL.
Also remember the following:
A.
Because of the radiant energy of the welding
arc and the possibility of drawing an arc before
the helmet is lowered over the face, the opera-
tor should wear flash goggles with filter lenses
under his helmet. The helmet filter plate should
be shade number 11 (nonferrous) or 12 (fer-
rous). All those viewing the arc should use
helmets with filter plates, as well as flash
goggles. Nearby personnel should wear flash
goggles.
B.
The radiant energy of the arc can decompose
chlorinated solvent vapors, such as trichloro-
ethylene and perchloroethylene to form phos-
gene, even when these vapors are present in
low concentrations. DO NOT weld where
chlorinated solvents are present in atmo-
spheres in or around the arc.
C.
DO NOT touch the electrode, nozzle or metal
parts in contact with them when power is on; all
are electrically energized (HOT) and can cause
a potentially fatal shock. DO NOT allow elec-
trode to touch grounded metal, it will create an
arc flash that can injure eyes. It may also start
a fire or cause other damage.
D.
When working in a confined space, be sure it
is safe to enter. The confined space should be
tested for adequate oxygen (at least 19%) with
an approved oxygen measuring instrument.
The space should not contain toxic concentra-
tions of fumes or gases. If this cannot be
determined, the operator should wear an ap-
proved air supplied breathing apparatus. DO
NOT bring gas cylinders into confined spaces.
When leaving a confined space, shut off gas
supply at the source to prevent gas from leak-
ing into the confined space.
E.
Never operate the equipment at currents greater
than the rated ampere capacity; overheating
will result.
F.
Never operate equipment in a damp or wet
area without suitable insulation for protection
against shock. Keep hands, feet and clothing
dry at all times.
G.
Whenever the equipment is left unattended,
turn all control and power supply switches and
gas supplies off and open the main line switch.
H.
Wear dark substantial clothing to protect ex-
posed skin from arc burn, sparks and flying hot
metal.
Содержание Migmaster 300i cvcc
Страница 38: ...38...
Страница 39: ...39...
Страница 40: ...40...
Страница 46: ...46 2 3 4 5 6 7 8 9 10 11 12 13 14 15 1 16 17 18 19 20 21 FIGURE 8 3 MIGMASTER 300i RIGHT INTERIOR VIEW...







































































