























M
ATERIALS
FOR
S
ETTING
W
ELDING
JOB
R
EFERENCE
M
ATERIALS
C
HAPTER
10
155
Chapter 10
Reference Materials
10.3 Materials for Setting Welding JOB
This section provides reference information for setting the welding JOB.
10.3.1 Guide for changing welding JOB
This section gives examples of the problems that can occur due to improper welding JOB.
10.3.2 Samples of welding condition settings
This section provides samples of common welding condition settings.
The values are for reference purpose. Adjust them according to the shape of actual weld zone and position of welding.
10.3.2.1 Example of CO
2
welding JOB
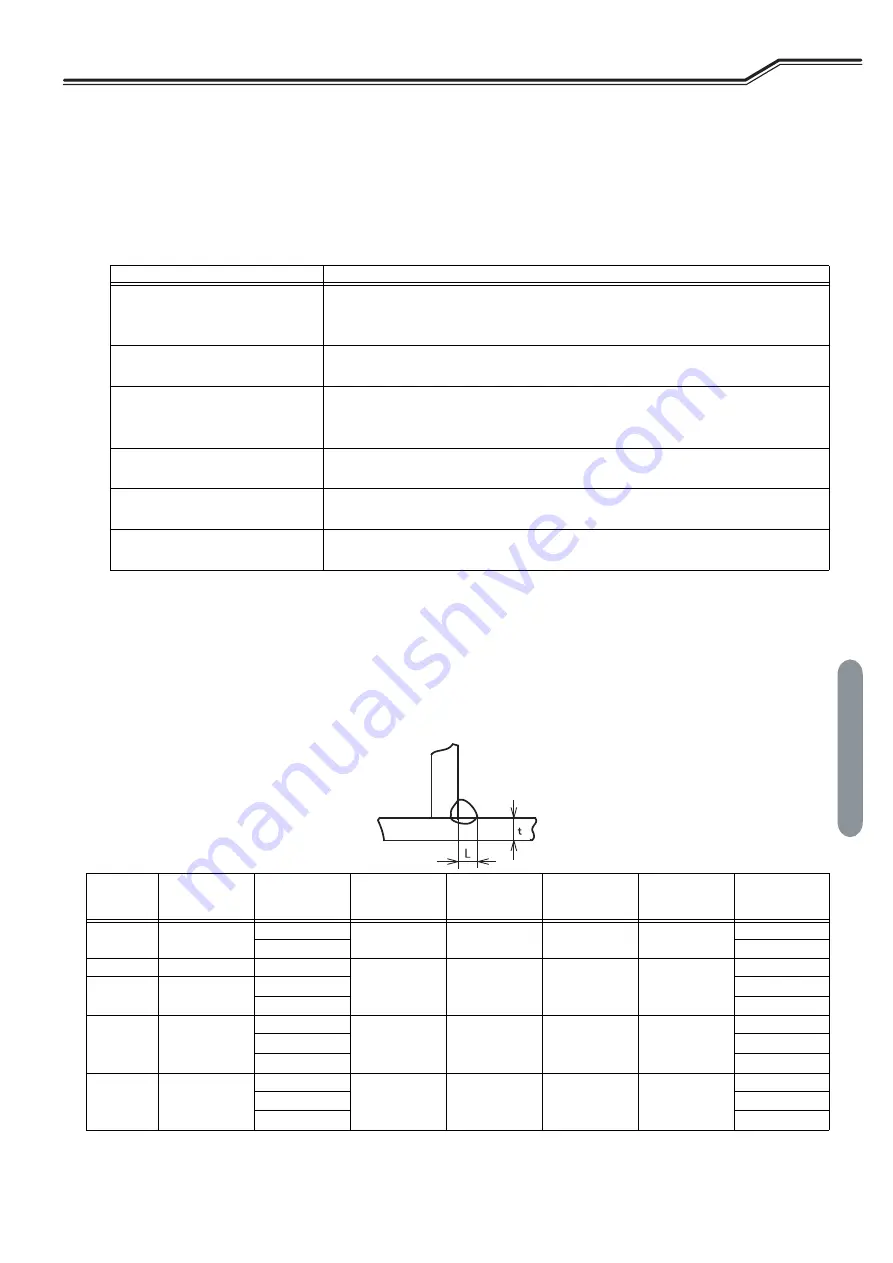
Example of welding JOB of horizontal fillet
Problem
Symptom
The wire feeding length is too long.
•
The arc length becomes long.
•
The bead width becomes wide.
•
Shielding becomes poor.
The wire feeding length is too short.
•
The arc length becomes short.
•
Spatter is generated.
The welding voltage is too high.
•
The arc length becomes long.
•
The bead width becomes wide.
•
Penetration and bead become small.
The welding voltage is too low.
•
The wire contacts the base metal and spatter is generated.
•
The bead width becomes narrow.
The welding current is too high.
•
The bead width becomes wide.
•
Penetration and bead become large.
The Manual/Auto. is too high.
•
The bead width becomes narrow.
•
Penetration and bead become small.
Plate
thickness
t (mm)
Leg length
L (mm)
Wire diameter
(mm
Φ
)
Current
(A)
Voltage
(V)
Manual/Auto.
(cm/min)
Gas flow rate
(L/min)
Wire
consumption
(g/min)
1.2
2.5 to 3.0
0.9
70 to 100
18 to 19
50 to 60
10 to 15
2.5 to 3.0
1.0
3.1 to 3.7
1.6
2.5 to 3.0
0.9
90 to 120
18 to 20
50 to 60
10 to 15
2.5 to 3.0
1.6
2.5 to 3.0
1.0
3.1 to 3.7
1.2
4.5 to 5.3
2.0
3.0 to 3.5
0.9
100 to 130
19 to 20
50 to 60
15 to 20
2.5 to 3.0
1.0
3.1 to 3.7
1.2
4.5 to 5.3
2.3
3.0 to 3.5
0.9
120 to 140
19 to 21
50 to 60
15 to 20
2.5 to 3.0
1.0
3.1 to 3.7
1.2
4.5 to 5.3





















































