





























A
CTION
IN
C
ASE
OF
E
RROR
T
ROUBLESHOOTING
C
HAPTER
9
142
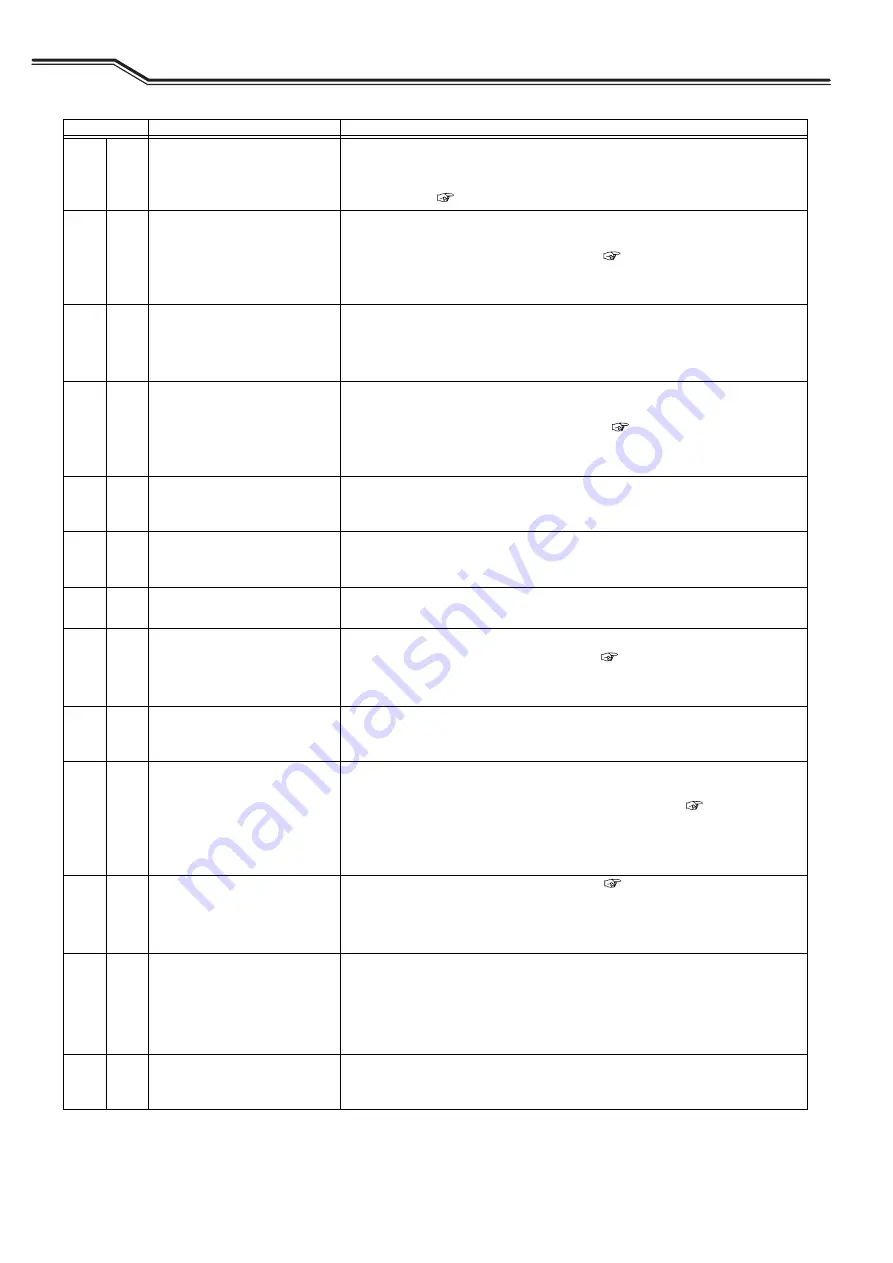
Error
-
code
Error cause
Action and how to cancel error
E-
000
There is no load between the STOP
terminals (*1)
•
Identify the cause of no load between the STOP terminals (3-4) of the terminal block
TM3 for external connection.
•
How to clear the error code indication differs depending on the setting of internal
function F4. (
-
E-
010
The torch switch was on when the
power switch was turned on (*1)
•
Check that the torch switch is not on (not pressed).
•
If the internal functions F29 to F32 are set to "4" (activate), check also the connections
of the terminal blocks for external connection. (
•
The error code will disappear when the status above is resolved.
E-
011
After torch switch was turned ON, 5
seconds have passed without arc
start. (*1)
•
Check that the torch switch is not ON (not pressed).
•
Occurrence of this abnormality can be avoided by turning OFF internal function F78. If
occurrence of this error is not desired, turn OFF internal function F78.)
•
The error code will disappear when the status above is resolved.
E-
020
Inching was active when the power
switch was turned on (*1)
•
Check that the WIRE INCH key (or inching button) is not pressed.
•
If the internal functions F29 to F32 are set to "2" (inching), check also the connections
of the terminal blocks for external connection. (
-
•
The error code will disappear when the status above is resolved.
E-
030
to
037
Installing the software from a USB
flash drive failed (*1)
•
Check that the USB flash drive is normal and connected to the USB connector correctly,
and try installing again.
•
The error code will disappear when the power switch is turned off.
E-
100
Error of control power (*1)
•
If cables are drawn out of the welding power source, check that there is no abnormality
(e.g., short-circuit) in the cables.
•
The error code will disappear when the power switch is turned off.
E-
150
The input voltage for primary side
exceeded the allowable range (*1)
•
Check that the input voltage for primary side is between 340 to 460 V.
•
The error code will disappear when the power switch is turned off.
E-
160
The input voltage for primary side
fell below the allowable range (*2)
•
Check that the input voltage for primary side is between 340 to 460 V.
•
Check the set value of internal function F20. (
•
The error code will disappear when the power switch is turned off.
E-
210
The arc voltage was not detected
(*1)
•
Check that the power cables such as cables for base metal side and torch side and the
voltage detection cable are not disconnected.
•
The error code will disappear when the power switch is turned off.
E-
300
to
303
The temperature inside the welding
power source exceeded the
allowable range (*1)
•
Leave it untouched (with the power on) and operate the cooling fan for 10 minutes or
more, and then turn off the power.
•
After the above, clean dusts inside the welding power source. (
-
•
The error code will disappear when the power switch is turned off.
•
After recovery, be careful not to exceed the rated duty cycle.
E-
310
to
313
Rotation problem of the cooling fan
(*2)
•
Clean dusts inside the welding power source. (
(Cooling fan may not work normally due to powder dust or foreign matter.)
•
If the problem persists, the cooling fan may be broken. Contact your dealer.
•
The error code will disappear when any key of the operation panel is pressed.
E-
500
Lack of water pressure (*1)
•
Check for water leakage from the cooling water hose and ensure that sufficient cooling
water is available.
When using the air-cooled torch, check that LED of the TORCH key on the operation
panel is off.
•
Check that the condensing water hose is connected to the rear of the welding power
source, instead of the feeding water hose.
E-
615
Error of the backup memory data
(*2)
•
The error code will disappear when any key of the operation panel is pressed.
•
At the time, the welding JOB specified/registered and the settings of internal functions
may be initialized. After the error is cleared, check that there is no problem in the data.





















































