


















– 5 –
4.
Changing Tungsten Electrode
(From
φ
3.2 to
φ
1.6)
4.1 Parts Necessary for
φ
1.6
●
Tungsten electrode (
φ
1.6 – 150 mm)
●
Collet body (for
φ
1.6) One set each
●
Collet (for
φ
1.6)
●
Lea collet (for
φ
1.6)
4.2 How to Change
●
Remove a set screw and take out a lea collet.
●
Loosen a lea collet body by turning its head and remove a nozzle, a collet body, a tungsten electrode
and a collet.
●
Insert a tungsten electrode (
φ
1.6) into a collet (for
φ
1.6) prepared, and then screw that into a collet
body (for
φ
1.6).
DO NOT forget to change an insulator as well when changing a collet body from
φ
3.2 to
φ
1.6.
●
Screw a nozzle into a collet body.
●
Insert a lea collet (for
φ
1.6) into a lea collet body.
●
Adjust the length of the part of a tungsten electrode that is sticking out according to the shape of the
welded and the location to be welded.
●
As soon as the length to be stuck out is decided, tighten the head of a lea collet body and mount a set
screw.
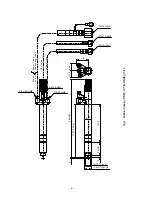
Fig. 2
CAUTION
●
Make sure to tighten a collet body and a torch body firmly. If
either of them is loose even slightly, a collet might be burned and
seized up or an operator might get burn due to the heat-up.
CAUTION
●
Stick out an electrode 5 to 10 mm from the tip of a nozzle. If the
tip of the electrode is located inside the nozzle, the nozzle might
become damaged due to the arc heat-up.
5.
Connection to Welding Power Source
CAUTION
●
Tighten each connection firmly. If there is any loosened part, fire or
burn might be caused due to the heat-up.
●
Refer to an instruction manual for each welding power source, and connect a torch properly.
Thoriated Tungsten Electrode
Collet Body
Insulator
Set Screw
Lea Collet
Lea Collet Body
Torch Body
Collet
Nozzle







































































