















User Manual
–
VisiTouch Series
VisiTouch series
–
User Manual
A
PR
.
2020
V1.1
44/45
M
SG
N
R
.
D
ESCRIPTION
C
OMMENT
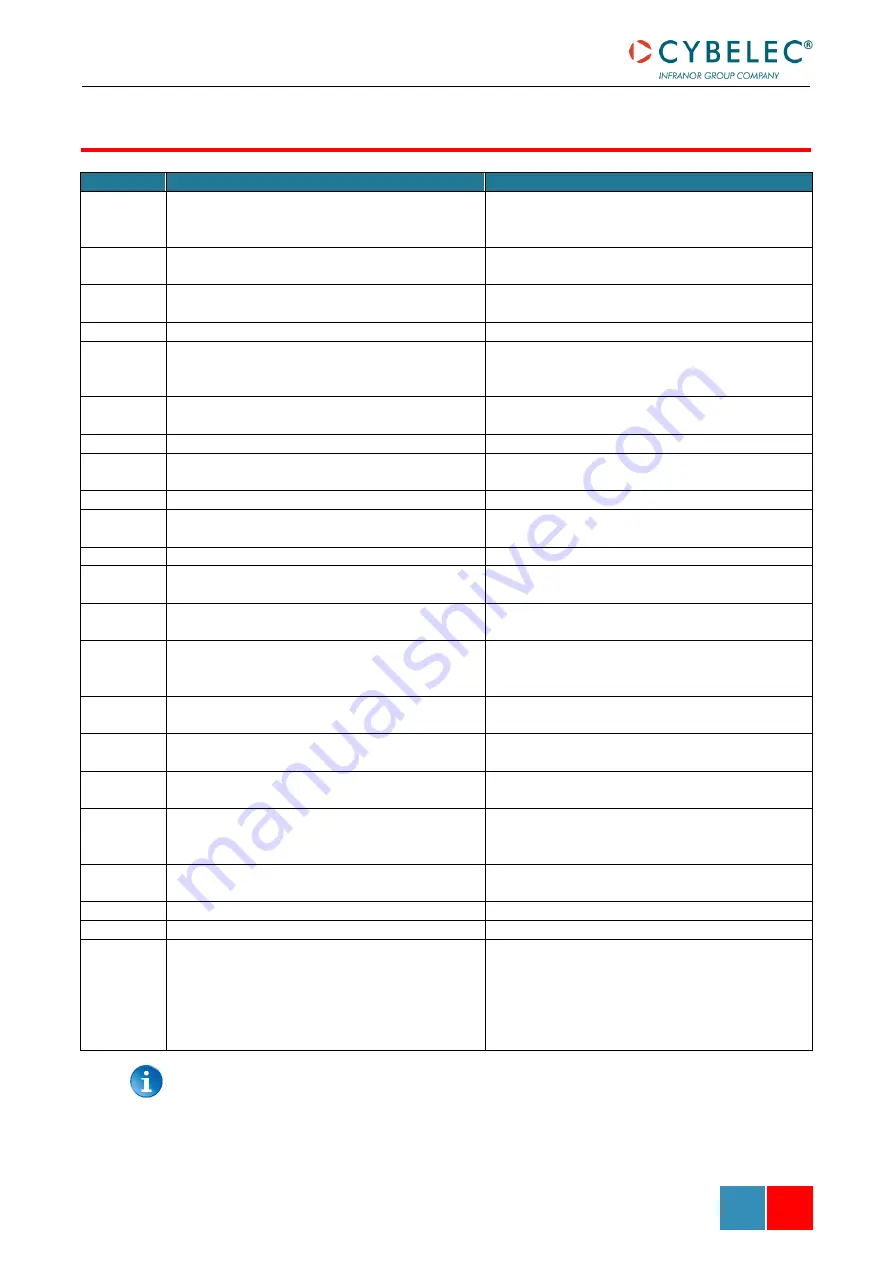
13
Command refused because pinch point is below
Y1 and Y2 bottom dead centre
Check the value of the PP correction, and the
value of the BDC correction in the User Preference
page.
14
Command refused because the speed
commutation point is below the pinch point
15
Command refused because low speed up speed
out of limits
16
Command refused because speed out of limits
17
Command refused because Bottom Dead Centre
Y1 and Y2 are too different
Difference between target values of Y1 and Y2
bigger than the limit value defined in the machine
parameter. Call you dealer.
18
Command refused because pinch point is outside
stroke limits
19
Command refused because beam is moving
20
Command refused because Bottom Dead Centre
is outside the beam limits
26
Command refused because beam is in emergency For example, beam out synchronism tolerance.
27
Command refused because Synchronism
controller parameters not in range
Problems with limit parameters (max and min) of
the beam. Contact your dealer.
28
Command refused because stop is active
37
Command refused because zero has not been
found yet
Beam is not indexed.
40
Command refused because bend data have never
been loaded
44
Command refused because beam is in
emergency. Only a manual down of the upper
axis is allowed
Only the axis with the highest position is allowed
to be moved manually down.
49
Command refused because beam is not at high
end of stroke position
52
Command refused because the beam is
requested to go to TDC
53
Command refused because a beam cycle is not
running
248
Synchronism limit reached, Y1: {0} Y2: {1}
Height difference between Y1 and Y2 bigger than
the limit value defined in the machine parameter.
Call you dealer.
265
Error with Oil Leakage Control. Cancelling
operation
267
Beam not indexed, no move
606
High speed down stopped by safety speed switch
607
Command refused because other command still
active
Order of priority is as follows :
1.
Stop Command
2.
Go to TDC MAX
3.
Go to next TDC
4.
Up command
5.
Down command
This table does not contain an exhaustive list of all the errors related to beam.
If the message number is not explained here, please write it down and contact
your dealer.
B
EAM
E
RROR
M
ESSAGES





















































