


















8. Lubrication
Before putting the machine in to operation, please make sure that the following areas are
correctly lubricated.
Headstock
The bearings of the headstock turn in an oil bath, make sure that the oil level reaches the
three quarters mark in the oil sight glass.
When changing the oil, remove the end cover and the change gear swing frame, remove the
drain plug on the bottom of the headstock. To refill the headstock, remove the headstock
cover and pour oil into the headstock.
Check the oil level frequently and top the oil level up if needed. The first oil change should
be made after 3 months and then annually.
Gearbox
Remove the end cover to reveal the filling plug, fill the gearbox with ISO32 oil to the mid-
point level in the oil sight glass. Check the oil level frequently and top the oil level up if
needed. The first oil change should be made after 3 months and then annually.
Apron
The oil bath is filled with ISO32 oil through the filling plug on the right hand side of the apron.
Check the oil level frequently and top the oil level up if needed. The first oil change should
be made after 3 months and then annually.
Change Gears
Lubricate the change gears with thick machine oil or grease once a month.
Other Parts
There are other lubricating points on the input shaft bracket of the gearbox, the handwheel
on the apron, the longitudinal and cross slides, the thread dial indicator, the tailstock and the
bracket. Use an oil gun to apply a few drops to each area at the start of each shift. Lubricate
the apron worm and the worm gear, half nut and the leadscrew twice a month. Apply a light
film of oil to the bed way and all other bright parts such as the tailstock quill and the feed rod
daily.
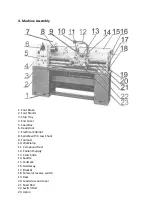
Содержание Coventry Pro
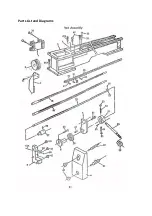
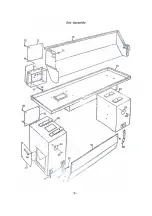
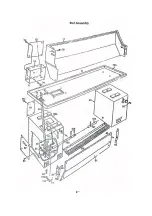
Страница 16: ...Parts List and Diagrams...
Страница 17: ......
Страница 18: ......
Страница 19: ......
Страница 20: ......
Страница 21: ......
Страница 22: ......
Страница 23: ......
Страница 24: ......
Страница 25: ......
Страница 26: ......
Страница 27: ......
Страница 28: ......
Страница 29: ......
Страница 30: ......
Страница 31: ......
Страница 32: ......
Страница 33: ......
Страница 34: ......
Страница 35: ......
Страница 36: ......
Страница 37: ......
Страница 38: ......
Страница 39: ......
Страница 40: ......
Страница 41: ......
Страница 42: ......
Страница 43: ......
Страница 44: ......
Страница 45: ......
Страница 46: ......
Страница 47: ......
Страница 48: ......
Страница 49: ......


































































