























Cross Slide and Compound Rest
The graduations on the handwheel is in millimetres. The dovetails have been fitted with gibs
to allow for adjustments to be made. Make sure that the dovetails are clean and are greased
thoroughly before any adjustments.
To adjust the gib strips, first loosen the rear set screw and then turn the front screw until the
slide moves smoothly without backlash, before tightening the rear set screw. Provision has
been made for the elimination of the backlash in the cross-slide nut. Remove the dust plate
mounting on the rear face of the carriage groove. Turn the cross slide handwheel to move
the cross-feed nut until it reached the end edge of the feed leadscrew and then turn the
socket screw clockwise as required. A 45
turn of the socket screw eliminates approx.
0.125mm of backlash. Keep checking the cross slide until the backlash moves smoothly.
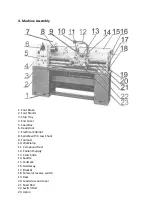
Tailstock
The tailstock can be moved freely on the bed and clamped at any position by using the locking
lever A, the tailstock quill can also be moved forwards and backwards and locked in position
using lever B. For precise adjustment, the tailstock can be adjusted in the cross direction by
turning the socket screw clockwise or counter clockwise as required. Release the clamping
lever A and adjust the setscrews on either side of the tailstock body.
Place a steel bar that is approx. 300mm in length between the centres and measure with a
dial gauge mounted on the saddle to see if the distances on both ends are the same.
Содержание Coventry Pro
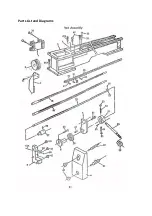
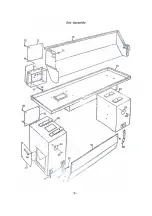
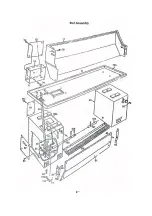
Страница 16: ...Parts List and Diagrams...
Страница 17: ......
Страница 18: ......
Страница 19: ......
Страница 20: ......
Страница 21: ......
Страница 22: ......
Страница 23: ......
Страница 24: ......
Страница 25: ......
Страница 26: ......
Страница 27: ......
Страница 28: ......
Страница 29: ......
Страница 30: ......
Страница 31: ......
Страница 32: ......
Страница 33: ......
Страница 34: ......
Страница 35: ......
Страница 36: ......
Страница 37: ......
Страница 38: ......
Страница 39: ......
Страница 40: ......
Страница 41: ......
Страница 42: ......
Страница 43: ......
Страница 44: ......
Страница 45: ......
Страница 46: ......
Страница 47: ......
Страница 48: ......
Страница 49: ......




























































