




























G-10
taBELLE DI SELEzIonE UGELLo PIatto StanDaRD
GPM-
KEGELGRöSSE
VoLUMEn
BEStELLnUMMER
BEScHREIBUnG
öffnUnG
(zoLL)
@500 PSI WaSSER
114-00702
SPITZENEINHEIT
.007
2
.028
114-00704
SPITZENEINHEIT
.007
4
.028
114-00706
SPITZENEINHEIT
.007
6
.028
114-00708
SPITZENEINHEIT
.007
8
.028
114-00902
SPITZENEINHEIT
.009
2
.039
114-00906
SPITZENEINHEIT
.009
6
.039
114-00908
SPITZENEINHEIT
.009
8
.039
114-00910
SPITZENEINHEIT
.009
10
.039
114-00912
SPITZENEINHEIT
.009
12
.039
114-01104
SPITZENEINHEIT
.011
4
.060
114-01106
SPITZENEINHEIT
.011
6
.060
114-01108
SPITZENEINHEIT
.011
8
.060
114-01110
SPITZENEINHEIT
.011
10
.060
114-01112
SPITZENEINHEIT
.011
12
.060
114-01114
SPITZENEINHEIT
.011
14
.060
114-01304
SPITZENEINHEIT
.013
4
.090
114-01306
SPITZENEINHEIT
.013
6
.090
114-01308
SPITZENEINHEIT
.013
8
.090
114-01310
SPITZENEINHEIT
.013
10
.090
114-01312
SPITZENEINHEIT
.013
12
.090
114-01314
SPITZENEINHEIT
.013
14
.090
114-01316
SPITZENEINHEIT
.013
16
.090
114-01506
SPITZENEINHEIT
.015
6
.120
114-01508
SPITZENEINHEIT
.015
8
.120
114-01510
SPITZENEINHEIT
.015
10
.120
114-01512
SPITZENEINHEIT
.015
12
.120
114-01514
SPITZENEINHEIT
.015
14
.120
114-01516
SPITZENEINHEIT
.015
16
.120
114-01518
SPITZENEINHEIT
.015
18
.120
114-01706
SPITZENEINHEIT
.017
6
.160
114-01708
SPITZENEINHEIT
.017
8
.160
114-01710
SPITZENEINHEIT
.017
10
.160
114-01712
SPITZENEINHEIT
.017
12
.160
114-01714
SPITZENEINHEIT
.017
14
.160
114-01716
SPITZENEINHEIT
.017
16
.160
114-01718
SPITZENEINHEIT
.017
18
.160
114-01906
SPITZENEINHEIT
.019
6
.190
114-01908
SPITZENEINHEIT
.019
8
.190
114-01910
SPITZENEINHEIT
.019
10
.190
114-01912
SPITZENEINHEIT
.019
12
.190
114-01914
SPITZENEINHEIT
.019
14
.190
114-01916
SPITZENEINHEIT
.019
16
.190
114-01918
SPITZENEINHEIT
.019
18
.190
114-02110
SPITZENEINHEIT
.021
10
.240
114-02112
SPITZENEINHEIT
.021
12
.240
114-02114
SPITZENEINHEIT
.021
14
.240
114-02116
SPITZENEINHEIT
.021
16
.240
114-02118
SPITZENEINHEIT
.021
18
.240
114-02410
SPITZENEINHEIT
.024
10
.310
114-02412
SPITZENEINHEIT
.024
12
.310
114-02414
SPITZENEINHEIT
.024
14
.310
114-02416
SPITZENEINHEIT
.024
16
.310
114-02418
SPITZENEINHEIT
.024
18
.310
114-02710
SPITZENEINHEIT
.027
10
.385
114-02712
SPITZENEINHEIT
.027
12
.385
114-02714
SPITZENEINHEIT
.027
14
.385
114-02716
SPITZENEINHEIT
.027
16
.385
114-02718
SPITZENEINHEIT
.027
18
.385
taBELLE DER zUR aUSWaHL StEHEnDEn DREHDÜSEn
GPM-
KEGELGRöSSE
VoLUMEn
BEStELLnUMMER
BEScHREIBUnG
öffnUnG
(zoLL)
@2200 PSI
9-307-75
DREHDÜSE
0,007
6
0,05
9-309-75
DREHDÜSE
0,009
6
0,09
9-409-75
DREHDÜSE
0,009
8
0,09
9-509-75
DREHDÜSE
0,009
10
0,09
9-211-75
DREHDÜSE
0,011
4
0,12
9-311-75
DREHDÜSE
0,011
6
0,12
9-411-75
DREHDÜSE
0,011
8
0,12
9-511-75
DREHDÜSE
0,011
10
0,12
9-611-75
DREHDÜSE
0,011
12
0,12
9-213-75
DREHDÜSE
0,013
4
0,18
9-313-75
DREHDÜSE
0,013
6
0,18
9-413-75
DREHDÜSE
0,013
8
0,18
9-513-75
DREHDÜSE
0,013
10
0,18
9-613-75
DREHDÜSE
0,013
12
0,18
9-713-75
DREHDÜSE
0,013
14
0,18
9-215-75
DREHDÜSE
0,015
4
0,24
9-315-75
DREHDÜSE
0,015
6
0,24
9-415-75
DREHDÜSE
0,015
8
0,24
9-515-75
DREHDÜSE
0,015
10
0,24
9-615-75
DREHDÜSE
0,015
12
0,24
9-715-75
DREHDÜSE
0,015
14
0,24
9-217-75
DREHDÜSE
0,017
4
0,31
9-317-75
DREHDÜSE
0,017
6
0,31
9-417-75
DREHDÜSE
0,017
8
0,31
9-517-75
DREHDÜSE
0,017
10
0,31
9-617-75
DREHDÜSE
0,017
12
0,31
9-717-75
DREHDÜSE
0,017
14
0,31
9-419-75
DREHDÜSE
0,019
8
0,38
9-519-75
DREHDÜSE
0,019
10
0,38
9-619-75
DREHDÜSE
0,019
12
0,38
9-421-75
DREHDÜSE
0,021
8
0,47
9-521-75
DREHDÜSE
0,021
10
0,47
9-621-75
DREHDÜSE
0,021
12
0,47
9-523-75
DREHDÜSE
0,023
10
0,57
9-623-75
DREHDÜSE
0,023
12
0,57
9-525-75
DREHDÜSE
0,025
10
0,67
9-625-75
DREHDÜSE
0,025
12
0,67
9-627-75
DREHDÜSE
0,027
12
0,74
9-631-75
DREHDÜSE
0,031
12
1,03
9-435-75
DREHDÜSE
0,035
8
1,31
9-635-75
DREHDÜSE
0,035
12
1,31
taBELLE DER zUR aUSWaHL StEHEnDEn fLacHSPItzEn fÜR EIn fEInES fInISH
GPM-
KEGELGRöSSE
VoLUMEn
BEStELLnUMMER
BEScHREIBUnG
öffnUnG
(zoLL)
@500 PSI WaSSER
9-0909-F
SPITZE FÜR EIN FEINES FINISH
0.009 9
0.039
9-0911-F
SPITZE FÜR EIN FEINES FINISH
0.009 11 0.039
9-1109-F
SPITZE FÜR EIN FEINES FINISH
0.011 9
0.06
9-1111-F
SPITZE FÜR EIN FEINES FINISH
0.011 11
0.06
9-1113-F
SPITZE FÜR EIN FEINES FINISH
0.011 13
0.06
9-1115-F
SPITZE FÜR EIN FEINES FINISH
0.011 15
0.06
9-1309-F
SPITZE FÜR EIN FEINES FINISH
0.013 9
0.09
9-1311-F
SPITZE FÜR EIN FEINES FINISH
0.013 11
0.09
9-1313-F
SPITZE FÜR EIN FEINES FINISH
0.013 13
0.09
9-1315-F
SPITZE FÜR EIN FEINES FINISH
0.013 15
0.09
9-1509-F
SPITZE FÜR EIN FEINES FINISH
0.015 9
0.12
9-1511-F
SPITZE FÜR EIN FEINES FINISH
0.015 11
0.12
9-1513-F
SPITZE FÜR EIN FEINES FINISH
0.015 13
0.12
9-1515-F
SPITZE FÜR EIN FEINES FINISH
0.015 15
0.12
9-1517-F
SPITZE FÜR EIN FEINES FINISH
0.015 17
0.12
9-1709-F
SPITZE FÜR EIN FEINES FINISH
0.017 9
0.16
9-1711-F
SPITZE FÜR EIN FEINES FINISH
0.017 11
0.16
9-1713-F
SPITZE FÜR EIN FEINES FINISH
0.017 13
0.16
9-1715-F
SPITZE FÜR EIN FEINES FINISH
0.017 15
0.16
9-1717-F
SPITZE FÜR EIN FEINES FINISH
0.017 17
0.16
Kegelgröße basierend auf 1000 PSI mit Wasserauftrag in einem
Abstand von 30 cm zur Oberfläche. Tatsächliche Ergebnisse
können, abhängig von der Materialviskosität, anders ausfallen.
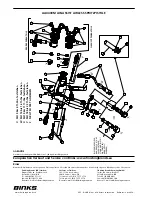
KoMPLEttE PIStoLEnSÄtzE
BEScHREIBUnG
aRtIKELnUMMER
HVLP PISTOLENSATZ AA4400M MIT FLACHSPITZE
(SPITZE NICHT IM LIEFERUMFANG ENTHALTEN)
0909-4400-HF000E
HVLP PISTOLENSATZ AA4400M MIT LUFTKAPPE AA-10
(SPITZE NICHT IM LIEFERUMFANG ENTHALTEN)
0909-4400-10000E
TRANS-TECH PISTOLENSATZ AA4400M MIT FLACHSPITZE
(SPITZE NICHT IM LIEFERUMFANG ENTHALTEN)
0909-4400-LF000E
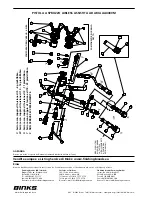
BEScHREIBUnG
aRtIKELnUMMER
HVLP PISTOLENSATZ AA4400M MIT DREHDÜSE
(DÜSE NICHT IM LIEFERUMFANG ENTHALTEN)
0909-4400-HT000E
TRANS-TECH PISTOLENSATZ AA4400M MIT DREHDÜSE
(DÜSE NICHT IM LIEFERUMFANG ENTHALTEN)
0909-4400-LT000E
HInWEIs füR DREHDüsEn
Bei einem Wechsel von flachspitze auf Drehdüse müssen Sie
die Mustergröße um 50 mm erhöhen und die Lufteinstellung
so verändern, dass Sie die gewünschte Größe erzielen.
Kegelgröße basierend auf 2200 PSI mit Latexfarbauftrag in einem
Abstand von 30 cm zur Oberfläche. Tatsächliche Ergebnisse können,
abhängig von der Materialviskosität, anders ausfallen.
Kegelgröße basierend auf 1000 PSI mit Wasserauftrag in einem
Abstand von 30 cm zur Oberfläche. Tatsächliche Ergebnisse
können, abhängig von der Materialviskosität, anders ausfallen.







































































