
















D-6
MAINTENANCE AND TROUBLESHOOTING
D-6
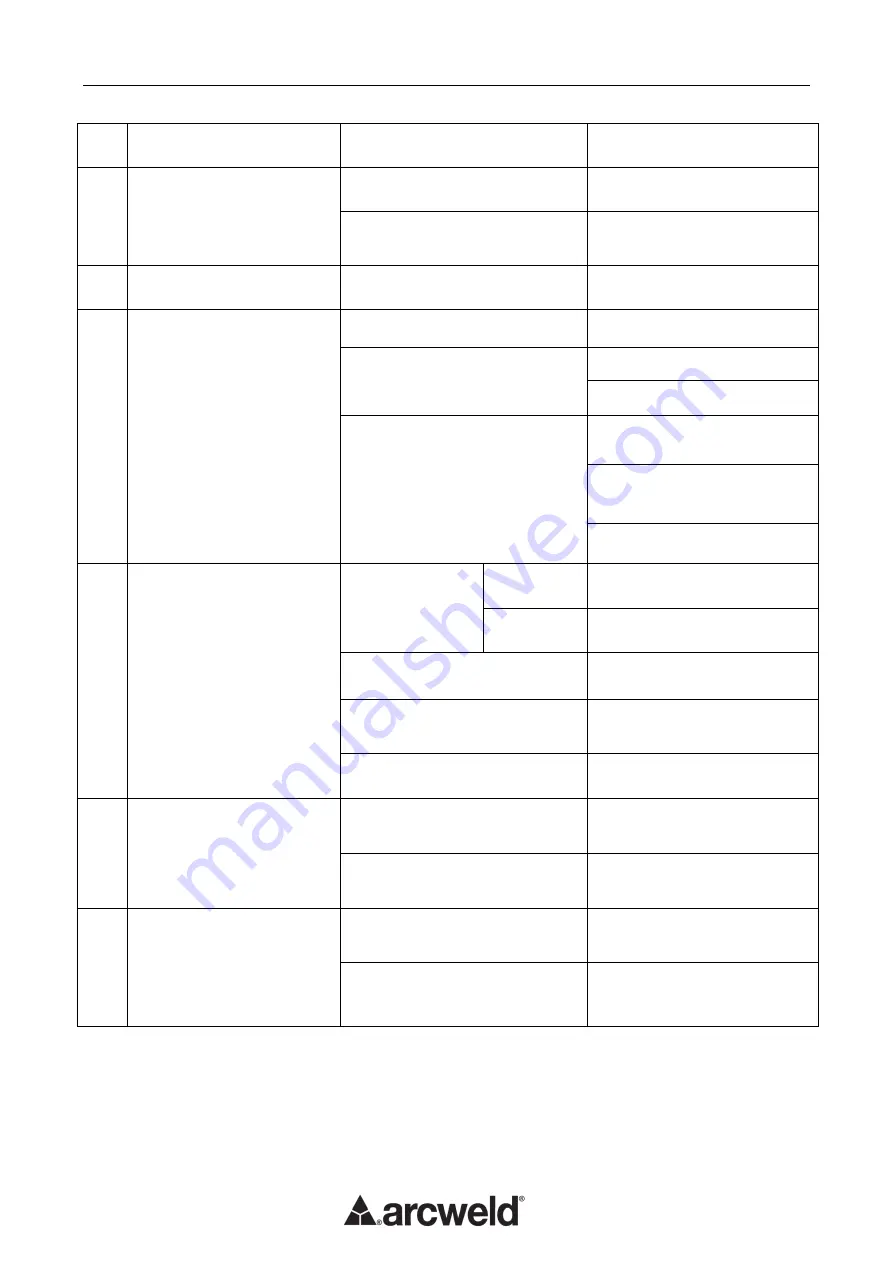
Item
PROBLEMS(SYMPTOMS)
POSSIBLE CAUSE
RECOMMENDED COURSE OF
ACTION
8
The welding parameters can not
be adjusted anyway.
The welding current potentiometer on
the front panel damaged
Repair or change the potentiometer
The software died.
Press any buttons on front panel for
5 seconds for resetting software.
9
The penetration of molten pool is
not enough(MMA).
The welding current adjusted too low.
Increase the welding current.
10
Arc blow
Airflow disturbance.
Protect from airflow dissipating
sheilding gas.
The electrode eccentricity.
Adjust the electrode angle.
Change the electrode.
Magnetic effect.
Incline the electrode to the opposite
side of the magnetic blow .
Change the position of work clamp
or add work cable in the second
side of workpiece.
Use the short arc operation
11
The alarm light is on
Over heat protection
Over welding
current.
Reduce the welding current output
Exceed duty
cycle.
Reduce the duty cycle (interval of
weld time).
Undervoltage, overvoltage,
overcurrent protection circuits work.
Check if the input power is correct.
Output is in the short circuit situation.
Check and fix the short circuit issue
outside machine.
The thermostat is faulty.
Check the thermostats inside
machine.
12
Shielding gas operation is
abnormal.
Gas solenoid control circuit is faulty.
Check relevant components around
it on main PCB board.
Gas solenoid power connector is
loose or damaged.
Repair or replace the connectors of
gas solenoid.
13
No high frequency spark occurs
after closing the trigger of TIG
torch.
The control circuit of arc start is faulty.
Check relevant components around
it on main PCB board.
The high frequency arc start board is
faulty.
Check relevant components around
it on arc start board.
Содержание TIG 205 DC
Страница 5: ...iii SAFETY iii ...
Страница 6: ...iv SAFETY iv ...
Страница 25: ...E 1 DIAGRAM E 1 ...







































































