





























Operating
119
0000010040-002- GB
Operating
Description of numeric keypad functions
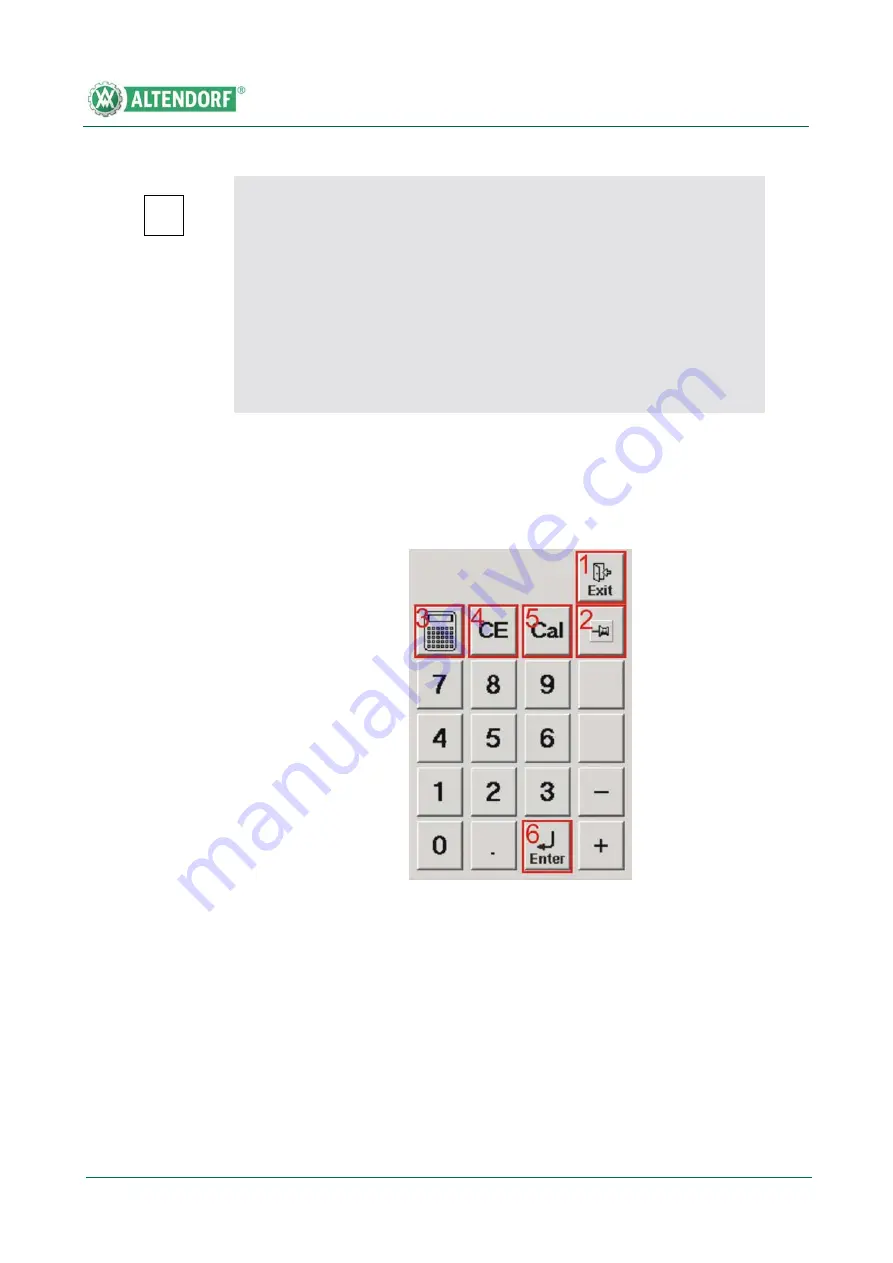
After pressing an
axis selection
button, a window opens showing a numeric
keypad for entering dimensions.
i
Note!
It is also possible to change several axes in their dimension and then
pressing the start button to displace them simultaneously. Positioning is
completed once the dimension display changes over from yellow to
green.
Safety area
/ Inching mode
In the safety area, the operator is told to press the Start button to conti-
nue positioning. For clarity, a flashing start symbol is displayed in the bot-
tom right-hand corner of the screen and, in this case, the START key is
lit.
Fig. 6-36
Numeric
keypad
[1] Exit the numeric keypad
[2] Prevents automatic closing of the input window after the Enter or Start button is
pressed.
[3] Calculator
[4] Delete input
[5] Cal button
[6] Input confirmation
Содержание ElmoDrive F45
Страница 8: ...Identification 8 Identification 0000010040 002 GB EC prototype testing certificate ...
Страница 9: ...Identification 9 0000010040 002 GB Identification ...
Страница 10: ...Identification 10 Identification 0000010040 002 GB GS test certificate ...
Страница 11: ...Identification 11 0000010040 002 GB Identification ...
Страница 12: ...Identification 12 Identification 0000010040 002 GB DGUV Test Certificate ...
Страница 13: ...Identification 13 0000010040 002 GB Identification ...
Страница 14: ...Identification 14 Identification 0000010040 002 GB C US Certificate ...
Страница 39: ...Definitions 39 0000010040 002 GB Definitions ...
Страница 116: ...Operating 116 Operating 0000010040 002 GB Fig 6 32 ELMO II start screen ...
Страница 117: ...Operating 117 0000010040 002 GB Operating Fig 6 33 Start screen Fig 6 34 Start screen tilting in both directions ...
Страница 123: ...Operating 123 0000010040 002 GB Operating 6 4 3 Tilt adjustment Fig 6 40 Tilt adjustment_ElmoDrive tilting to one side ...
Страница 124: ...Operating 124 Operating 0000010040 002 GB Fig 6 41 Tilt adjustment_ElmoDrive tilting to both sides ...
Страница 144: ...Operating 144 Operating 0000010040 002 GB Press the Cal button for 3 seconds Enter the new value Fig 6 62 Fig 6 63 ...
Страница 147: ...Operating 147 0000010040 002 GB Operating Fig 6 68 Switches for saw drives ...
Страница 152: ...Operating 152 Operating 0000010040 002 GB 6 4 10 Menu Fig 6 72 Main menu ...
Страница 171: ...Operating 171 0000010040 002 GB Operating Fig 6 92 Geometric shapes triangle Fig 6 93 Axis function mapped in ...
Страница 172: ...Operating 172 Operating 0000010040 002 GB Fig 6 94 Geometric shapes trapezoid Fig 6 95 Geometric shapes pentagon ...
Страница 180: ...Operating 180 Operating 0000010040 002 GB Fig 6 104 Entering saw blade thickness Fig 6 105 Input of a rotational speed ...
Страница 213: ...Operating 213 0000010040 002 GB Operating i Note For information on how to handle batteries see chapter 3 6 4 ...
Страница 247: ...Cleaning care 247 0000010040 002 GB Cleaning care i Note No relubrication of the saw shaft is necessary ...





















































