









OWNER’S MANUAL - 17 - YF-48N A/0
EARLIER CHECKING DIAGRAM FOR THE ABNORMAL
Conclusion of an electric welding machine failure could not determine early even if abnormal phenomenon such as
welding unable, arc unstable or bad welding effect occur.
The above-mentioned abnormal phenomenon may be caused by some reasons without any failure but the machine
operates normally. For example: tight parts loosen, forgetting to switch on, wrong set up, cable broken and gas rubber
pipe cracked, etc. Therefore, please test and inspect those factors before the machine to be delivered back the factory for
overhauling is determined because a large number of troubles may be readily solved probably.
For this reason, an initial diagnosis list for general welding troubles is shown below. A trouble happened may be found in
the column of “Abnormal items” on up-right of the list, please inspect and maintain for the corresponding items which have
“
〇
" mark in the column according to the following list respectively.
Earlier Checking Diagram For The Abnormal
Abnormal Items
Area and Item to be Inspected
and Maintained
N
o
a
rch
A
rc
S
ta
rti
n
g
N
o
G
a
s
o
u
t
N
o
W
ire
F
e
e
d
in
g
B
a
d
A
rc
Ig
n
itio
n
U
n
st
a
b
le
A
rc
D
irt
o
n
E
d
g
e
o
f W
e
ld
S
e
a
m
W
ire
S
tick
to
P
a
re
n
t m
a
te
ria
l
W
ire
S
tick
to
C
o
n
d
u
ct
ive
T
ip
B
lo
w
h
o
le
F
o
rm
e
d
Distribution Boxes
(Input Protection
Devices)
1. Turn on power supply or not?
2. Fuse burnt out
3. Connection joint loose
〇
〇
〇
〇
〇
〇
Input Cable
1. Examine whether the cable is cut off.
2. Connection joint loose
3. Over heat
〇
〇
〇
〇
Welding Power
Operation
1. Turn on power supply or not?
2. Phase Lacking
〇
〇
〇
〇
〇
〇
〇
〇
Gas Cylinder and Gas
Regulator
1. Turn on gas supply
2. Residual Amount of Gas in the Cylinder
3. Set value for flow
4. Connection joint loose
〇
〇
Gas supply hose (the
whole line from the high
pressure cylinder to the
weld gun)
1. Connection joint loose
2. Gas hose damaged
〇
Summary of Contents for MIG-350
Page 1: ......
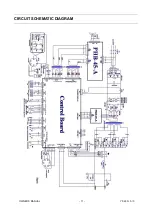
Page 12: ...OWNER S MANUAL 11 YF 48N A 0 CIRCUIT SCHEMATIC DIAGRAM...