


























Maintenance
5552
−
2/A1
RT-flex58T-D
Winterthur Gas & Diesel Ltd.
3.
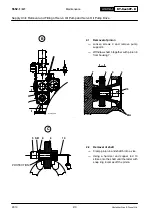
Removal of bearing shells
⇒
Loosen elastic screws 7 to bearings No. 2 3 4 and remove the bearing
covers (Fig. ’C’).
⇒
Place assembly template 94567 on an upper bearing shell (Fig. ’D’).
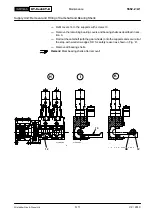
⇒
Press camshaft 12 accordingly by means of wooden underlay ’HU’ so that the
upper bearing shell can be turned downwards with the assembly template at
the same time (Fig. ’E’).
⇒
Remove the assembly template, the relevant bearing shell and then all other
ones.
Remark:
Mark bearing shells after removal!
D
012.982/05
012.983/05
I
I
II
II
I
I
X
94567
HU
I - I
II-II
7
17
94567
E
12
Supply Unit: Removal and Fitting of Camshaft and Bearing Shells
V2 / 2013
Summary of Contents for WARTSILA RT-flex58T-D
Page 8: ...Intentionally blank ...
Page 10: ...Intentionally blank ...
Page 12: ...Intentionally blank ...
Page 14: ...Intentionally blank ...
Page 20: ...Intentionally blank ...
Page 32: ...Intentionally blank ...
Page 58: ...Intentionally blank ...
Page 66: ...Intentionally blank ...
Page 72: ...Intentionally blank ...
Page 84: ...Intentionally blank ...
Page 88: ...Intentionally blank ...
Page 92: ...Intentionally blank ...
Page 120: ...Intentionally blank ...
Page 122: ...Intentionally blank ...
Page 124: ...Intentionally blank ...
Page 132: ...Intentionally blank ...
Page 136: ...Intentionally blank ...
Page 148: ...Intentionally blank ...
Page 152: ...Intentionally blank ...
Page 156: ...Intentionally blank ...
Page 168: ...Intentionally blank ...
Page 176: ...Intentionally blank ...
Page 186: ...Intentionally blank ...
Page 192: ...Intentionally blank ...
Page 196: ...Intentionally blank ...
Page 200: ...Intentionally blank ...
Page 214: ...Intentionally blank ...
Page 234: ...Intentionally blank ...
Page 238: ...Intentionally blank ...
Page 242: ...Intentionally blank ...
Page 256: ...Intentionally blank ...
Page 264: ...Intentionally blank ...
Page 272: ...Intentionally blank ...
Page 280: ...Intentionally blank ...
Page 282: ...Intentionally blank ...
Page 290: ...Intentionally blank ...
Page 296: ...Intentionally blank ...
Page 300: ...Intentionally blank ...
Page 312: ...Intentionally blank ...
Page 314: ...Intentionally blank ...
Page 318: ...Intentionally blank ...
Page 334: ...Intentionally blank ...
Page 340: ...Intentionally blank ...
Page 348: ...Intentionally blank ...
Page 352: ...Intentionally blank ...
Page 356: ...Intentionally blank ...
Page 358: ...Intentionally blank ...
Page 362: ...Intentionally blank ...
Page 366: ...Intentionally blank ...
Page 370: ...Intentionally blank ...
Page 380: ...Intentionally blank ...
Page 384: ...Intentionally blank ...
Page 386: ...Intentionally blank ...
Page 392: ...Intentionally blank ...
Page 402: ...Intentionally blank ...
Page 412: ...Intentionally blank ...
Page 414: ...Intentionally blank ...
Page 438: ...Intentionally blank ...
Page 440: ...Intentionally blank ...
Page 444: ...Intentionally blank ...
Page 454: ...Intentionally blank ...
Page 498: ...Intentionally blank ...







































































