





























Maintenance
6606
−
2/A1
RT-flex58T-D
Winterthur Gas & Diesel Ltd.
Tools:
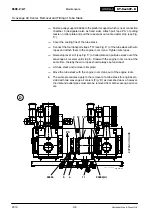
Key to Illustrations:
1 Manual ratchet
94016 (H1)
1 Cover
13, 13a Screw
1 Device complete
94661
2 Return chamber
14 Packing strip
consisting of:
3 Connection chamber
15 Double spring clip
1 Roller plate
94662(A)
4 Scavenge air receiver
16 Support
1 Dismantling and
94663A(B)
5 Screw
assembling device
6 Vent
1 Pulley support
94664
7 Drain
1 Pin
94665
8 Cooling water inlet
AH Stop lever
1 Roller
94665A
9 Cooling water outlet
DF Sealing surface
10 Butterfly valve
ST Setscrews
11 Rail
TR Transport straps
12 Tube stack
ZS Pull rope
1.
General
The scavenge air cooler must be drained by means of drain 7 before removing a
tube stack.
A
8
1
2
3
6
9
7
10
11
5
4
018.186/09
2013
Scavenge Air Cooler
Removal and Fitting of Tube Stack
Summary of Contents for WARTSILA RT-flex58T-D
Page 8: ...Intentionally blank ...
Page 10: ...Intentionally blank ...
Page 12: ...Intentionally blank ...
Page 14: ...Intentionally blank ...
Page 20: ...Intentionally blank ...
Page 32: ...Intentionally blank ...
Page 58: ...Intentionally blank ...
Page 66: ...Intentionally blank ...
Page 72: ...Intentionally blank ...
Page 84: ...Intentionally blank ...
Page 88: ...Intentionally blank ...
Page 92: ...Intentionally blank ...
Page 120: ...Intentionally blank ...
Page 122: ...Intentionally blank ...
Page 124: ...Intentionally blank ...
Page 132: ...Intentionally blank ...
Page 136: ...Intentionally blank ...
Page 148: ...Intentionally blank ...
Page 152: ...Intentionally blank ...
Page 156: ...Intentionally blank ...
Page 168: ...Intentionally blank ...
Page 176: ...Intentionally blank ...
Page 186: ...Intentionally blank ...
Page 192: ...Intentionally blank ...
Page 196: ...Intentionally blank ...
Page 200: ...Intentionally blank ...
Page 214: ...Intentionally blank ...
Page 234: ...Intentionally blank ...
Page 238: ...Intentionally blank ...
Page 242: ...Intentionally blank ...
Page 256: ...Intentionally blank ...
Page 264: ...Intentionally blank ...
Page 272: ...Intentionally blank ...
Page 280: ...Intentionally blank ...
Page 282: ...Intentionally blank ...
Page 290: ...Intentionally blank ...
Page 296: ...Intentionally blank ...
Page 300: ...Intentionally blank ...
Page 312: ...Intentionally blank ...
Page 314: ...Intentionally blank ...
Page 318: ...Intentionally blank ...
Page 334: ...Intentionally blank ...
Page 340: ...Intentionally blank ...
Page 348: ...Intentionally blank ...
Page 352: ...Intentionally blank ...
Page 356: ...Intentionally blank ...
Page 358: ...Intentionally blank ...
Page 362: ...Intentionally blank ...
Page 366: ...Intentionally blank ...
Page 370: ...Intentionally blank ...
Page 380: ...Intentionally blank ...
Page 384: ...Intentionally blank ...
Page 386: ...Intentionally blank ...
Page 392: ...Intentionally blank ...
Page 402: ...Intentionally blank ...
Page 412: ...Intentionally blank ...
Page 414: ...Intentionally blank ...
Page 438: ...Intentionally blank ...
Page 440: ...Intentionally blank ...
Page 444: ...Intentionally blank ...
Page 454: ...Intentionally blank ...
Page 498: ...Intentionally blank ...







































































