





























Kunststoffschweißtechnik
Starting and operating
Chapter 5
01.02.2012
Working Instructions WIDOS 2500 / OD 250
Page 20 of 45
5.5.8. End of welding
Necessarily hold tight
to the turnstile before you release the clamping lever and
if the slides have been driven together with force!
•
Release the clamping lever after the cooling time has elapsed and reduce the force by the
turnstile.
•
Open the clamping tools and remove the welded piece.
•
Afterwards open the support.
Now the welding part is completed.
5.6. Welding of angles
When welding angles, the welding surface of the pipe and thus the necessary pressure
changes.
Calculate the necessary pressure as follows:
•
Take the prescribed value for adjusting or cooling from the table.
•
Multiply the pressure value with factor /cos (angle).
This will give the following factors:
Welding 15°
(chamfered pipe with 7,5°):
1,01
Welding 22,5°
(chamfered pipe with 11,25°): 1,02
Welding 30°
(chamfered pipe with 15°):
1,04
•
Add the motional pressure as usual.
All the other welding parameters remain as usual.
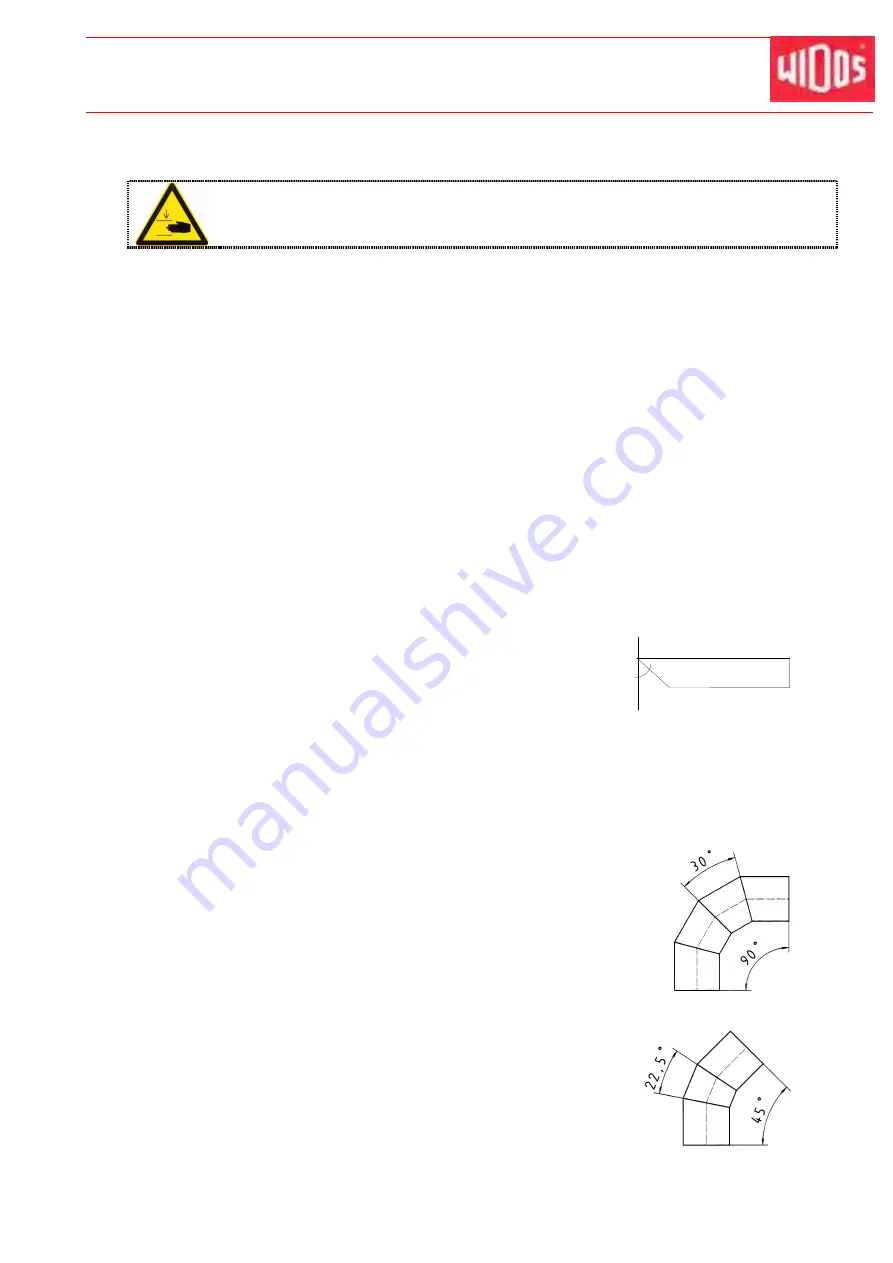
5.7. Welding of segmented bends
Calculate the sawing angle to be set (corresponding to the required angle at the clamping tools
or clamping inserts) as follows:
Angle of the bend
Sawing angle = -----------------------------------------
number of all welding surfaces
Example: 1
bend of 90°, 4 segments ( 6 welding surfaces)
90°
Sawing angle = ----- = 15°
6
Example: 2
bend of 45°, 3 segments ( 4 welding surfaces)
45°
Sawing angle = ----- = 11,25°
4
Angle






































































