



























72
Reinicializar a calibragem para a regulação de fábrica:
Premir a tecla
2
e mantê-la premida. De seguida, pre-
mir as teclas
UP
e
DOWN
simultaneamente. No visor é indi-
cado
"FSE
". Agora, a estação de solda foi reinicializada para
a calibragem de fábrica.
Atenção:
A ferramenta de solda aquece durante o processo de
calibragem. Nunca coloque objectos inflamáveis nas
imediações da ferramenta de solda.
O processo de calibragem para o aparelho de comando (sem
ferro de soldar) pode ser efectuado também por um labora-
tório de calibragem. Neste caso, os valores de calibragem
para o ferro de soldar serão simulados.
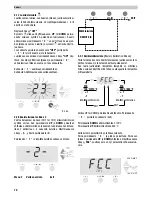
5.2.2 Change Calibration (Alterar a calibragem)
Tecla DOWN premida
Calibragem a 100°C.
A estação regula o ferro de soldar para 100°C. Logo que a
temperatura tenha atingido uma estado estático (o controlo
de regulação tem luz intermitente), a temperatura da ponta
de solda (aparelho de medição externo) é comparada com a
indicação no visor. Agora pode ajustar-se o desvio de tem-
peratura determinado, mediante as teclas
UP/DOWN.
É pos-
sível um ajuste de temperatura de, no máximo, ±40°C. Caso
a temperatura medida corresponda à indicação no visor,
confirma-se o facto mediante a tecla
I-II-III (CAL)
. Agora, a
calibragem a 100°C está terminada. Após efectuada a con-
firmação, o desvio de temperatura é reposto para 0.
Com
2
a tecla
(EXIT)
sai-se do menu sem alterações.
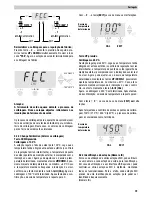
Tecla UP premida
Calibragem a 450°C.
A estação regula para 450°C. Logo que a temperatura tenha
atingido um estado estático (o controlo de regulação tem luz
intermitente), a temperatura da ponta de solda (aparelho de
medição externo) é comparada com a indicação do valor real
no visor. Agora pode ajustar-se o desvio de temperatura
determinado, mediante as teclas
UP/DOWN.
É possível um
ajuste de temperatura de, no máximo, ±40°C. Caso a tem-
peratura medida corresponda à indicação no visor, confir-
ma-se o facto mediante a tecla
I-II-III (CAL)
.
Agora, a calibragem a 450°C está terminada. Após efectua-
da a confirmação, o desvio de temperatura é reposto para 0.
Com a tecla
2
sai-se de novo do menu (E
XIT) se
m alte
rações.
Após ter ajustado e confirmado ambos os pontos de calibra-
gem 100°C (212°F) / 450°C (842°F), o processo de calibra-
gem é considerado como terminado.
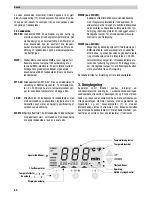
5.2.3 Identificação da estação (Número ID)
Em caso da utilização de várias estações WD, pode atribuir-
se um número a cada estação de solda, para identificação.
Em caso da utilização de um interface USB opcional, pode
controlar-se várias estações WD à distância, mantendo
todas as funcionalidades. Para o efeito, cada estação WD
precisa de uma identificação da estação, para poder ser
identificada inequivocamente
(Número ID).
Português
450°C/842°F
100°C/212°F
CAL EXIT
Desvio de
temperatura
determinado
CAL EXIT
Desvio de
temperatura
determinado
FCC
100°C/212°F
+ 1
- 1
I-II-III
Confirmation
FCC
450°C/842°F
+ 1
- 1
I-II-III
Confirmation
EXIT
EXIT
Summary of Contents for WD 1M
Page 8: ...WD 2 ...
Page 9: ...WD 2M ...
Page 179: ...170 Setback function ...
Page 180: ...171 USB interface ...
Page 181: ...172 Exploded Drawing WD 2 WD 2 ...
Page 182: ...173 Circuit Diagram WD 2 ...
Page 183: ...174 Exploded Drawing WD 2M WD 2M ...
Page 184: ...175 Circuit Diagram WD 2M ...



























































