



















- 4 -
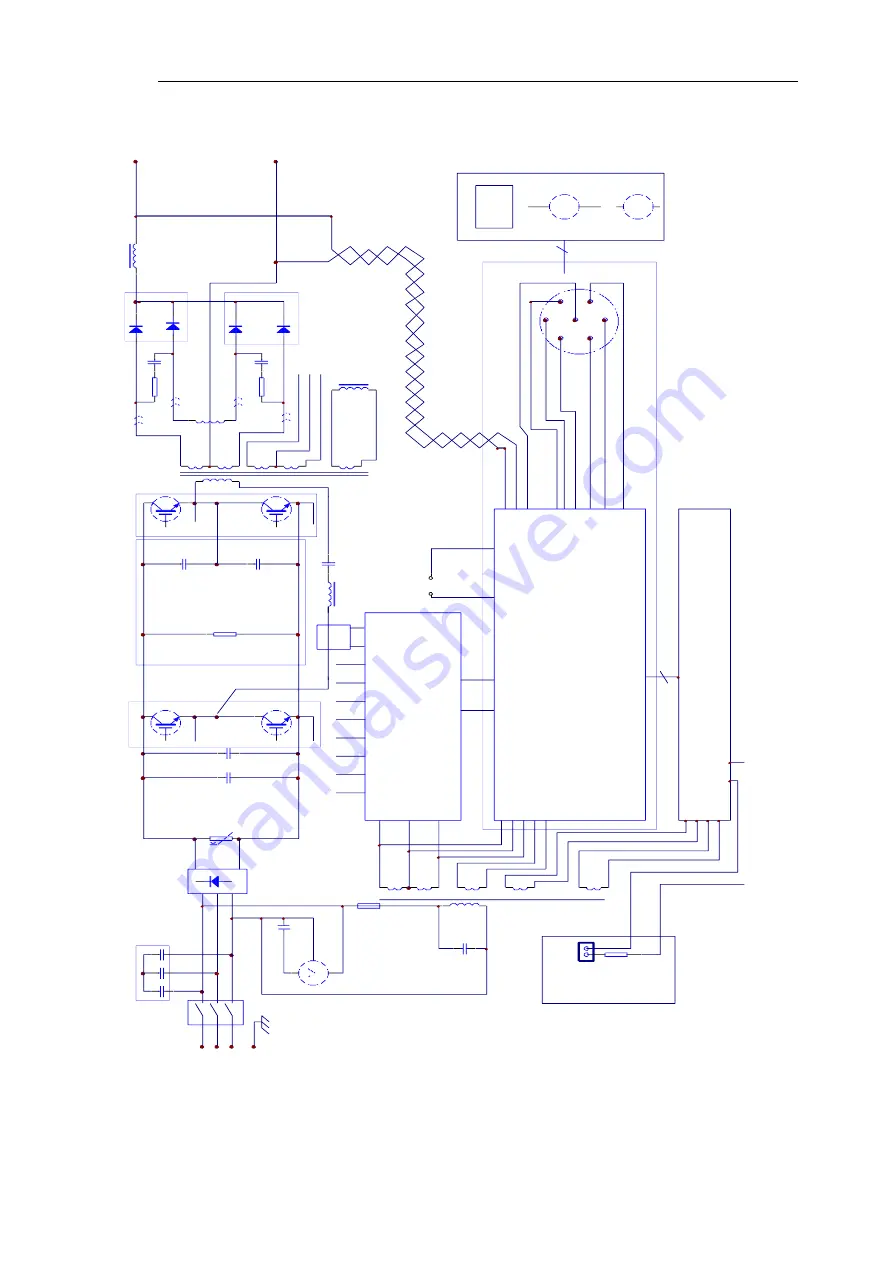
2. Main Circuit diagram
Figure 3 : Main circuit diagram
2X2:11
2X2:4
1X
3
:2
1X
3
:3
1X
3
:4
1
-
+
2X
1
:2
2X
1
:1
2X
1
:3
2X3:2
2X3:1
~2
7
V
3X
4
:1
3X
4
:2
3X4:5
3X4:4
Dr
iv
e
bo
ar
d
F
A1
B
B1
N4
N3
N2
N1
C1
R1
RE1
T
B1
1
MI
G3
50
D
Ma
in
C
ir
cu
it
B
re
ak
er
w
i
r
e
f
e
e
d
e
r
Q
B1
-
+
T2
G1
G2
G3
G4
E1
E2
E3
E4
2XJ1
2XG1
2XJ2
2XG2
2XJ3
2XJ4
2XG3
2XG4
2
~1
0
V
~2
2
V
~2
2
V
V+
R
A1
Di
sp
la
y
Bo
ar
d
Fr
on
t
pa
ne
l
YKH
T1
1
2
R
e
a
r
p
a
n
e
l
B
E1
M1
Q
N1
R
A3
G
Q1
3X
5
:3
3X
5
:1
1X
2
:1
1X
3
:1
1X
2
:3
3X
1
:2
3X
1
:3
3X
1
:1
3X4:5
3X4:6
RB1
RB2
R2
C6
C7
R3
C
1
0
6
5
4
3
2
1
7
3X
3
:8
3X
3
:7
3X
3
:6
3X
3
:2
,3
3X
3
:4
,5
3X
3
:1
7
3
4
5
6
7
10
8
9
Q1
A
4
IG
B
T
p
ro
te
c
tio
n
b
o
a
rd
Q2
A2
A3
X1
X2
R
D
2
3X2
C2
C3
C4
C5
C8
2
3
C9
y
el
l
o
w
b
lu
e
r
ed
V-
3X
4
:3
Po
we
r
ch
ar
gi
ng
b
ao
rd
A1
11
~1
0
V
1X4
1
1X
1
:5
,6
1X
1
:1
,2
1X
1
:3
,4
1X
1
:5
,6
1X
1
:1
,2
1X
1
:3
,4
6
R
A2







































































