

























WELD THE WORLD
Cod. 006.0001.1960
03/05/2019 V.2.2
Discovery 172T
41
ENGLISH
pipes. Place the torch with the electrode on the precise point to be fixed.
• Press the torch trigger and then lift.
•
After lifting the torch, a precise trigger will follow.
○
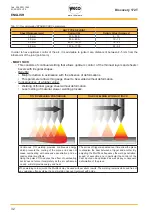
Recommended:
Set the highest current possible with the lowest possible time. Value: 0.01-0.5
sec.
○
Warning:
it is important to check the up and down slopes are null (0sec.)
○ The Q-Spot function has a dual mode, i.e. it is possible to carry out spot welding without contact
with the piece.
•
It is recommended that the spot-welding position is researched (an electrode that contacts the
workpiece) for thin layers (less than 1.5 mm) while for greater thicknesses, without making
contact with the workpiece.
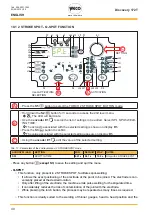
- 2 STROKE SPOT LIFT:
○ Touch the workpiece with the torch electrode.
○
Press (1T) and keep the torch trigger pressed.
○ Slowly lift the torch to strike the arc.
○
Release (2T) torch trigger.
○ The welding current reaches the preset value, by way of a up slope time, if programmed.
○ The welding procedure continues, at the preset current, for the time set with the spot time param
-
eter.
○ The current reaches the end current value in the time set in the down slope time parameter.
○ The arc is extinguished.
○ Gas delivery continues for the time set in the post gas parameter.
1st STROKE 2nd STROKE
LIFT
UP SLOPE
DOWN SLOPE
POST GAS
ARC STRIKE
C.C.
CURRENT
STARTING
CURRENT
WELDING
CURRENT
CURRENT
FINAL
SPOT TIG TIME
Summary of Contents for Discovery 172T
Page 1: ...Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T Instruction manual ENG...
Page 2: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 2 ENGLISH...
Page 50: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 50 ENGLISH 13 WIRING DIAGRAM...
Page 55: ...WELD THE WORLD Cod 006 0001 1960 03 05 2019 V 2 2 Discovery 172T 55 ENGLISH...







































































