

























TRI TOOL INC.
92-0092 Rev. 210701
26
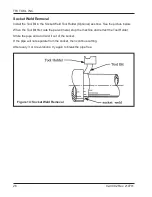
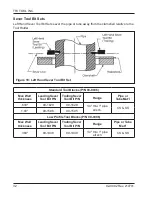
Socket Weld Removal
Install the Tool Bit in the Socket Weld Tool Holder (Optional) as show. See the picture below.
When the Tool Bit first cuts the parent metal, stop the machine and retract the Tool Holder.
Strike the pipe end and twist it out of the socket.
If the pipe will not separate from the socket, then continue cutting.
After every 3 or 4 revolutions, try again to break the pipe free.
Figure 14: Socket Weld Removal
Summary of Contents for 601SBM
Page 1: ...Operation Manual 92 0092 Rev 210701 Model 601SBM Low Profile Clamshell ...
Page 44: ...TRI TOOL INC 92 0092 Rev 210701 42 HOUSING ASSY DRIVE P N 19 0285 5 1 2 4 7 9 8 6 3 ...
Page 46: ...TRI TOOL INC 92 0092 Rev 210701 44 MOTOR ASSY AIR P N 57 0083 5 4 2 3 8 1 6 7 ...
Page 54: ...THIS PAGE INTENTIONALLY LEFT BLANK ...
Page 55: ......



























































