





























POWER PANEL
plus
M
N° ME07.99077
107
B. Vuille
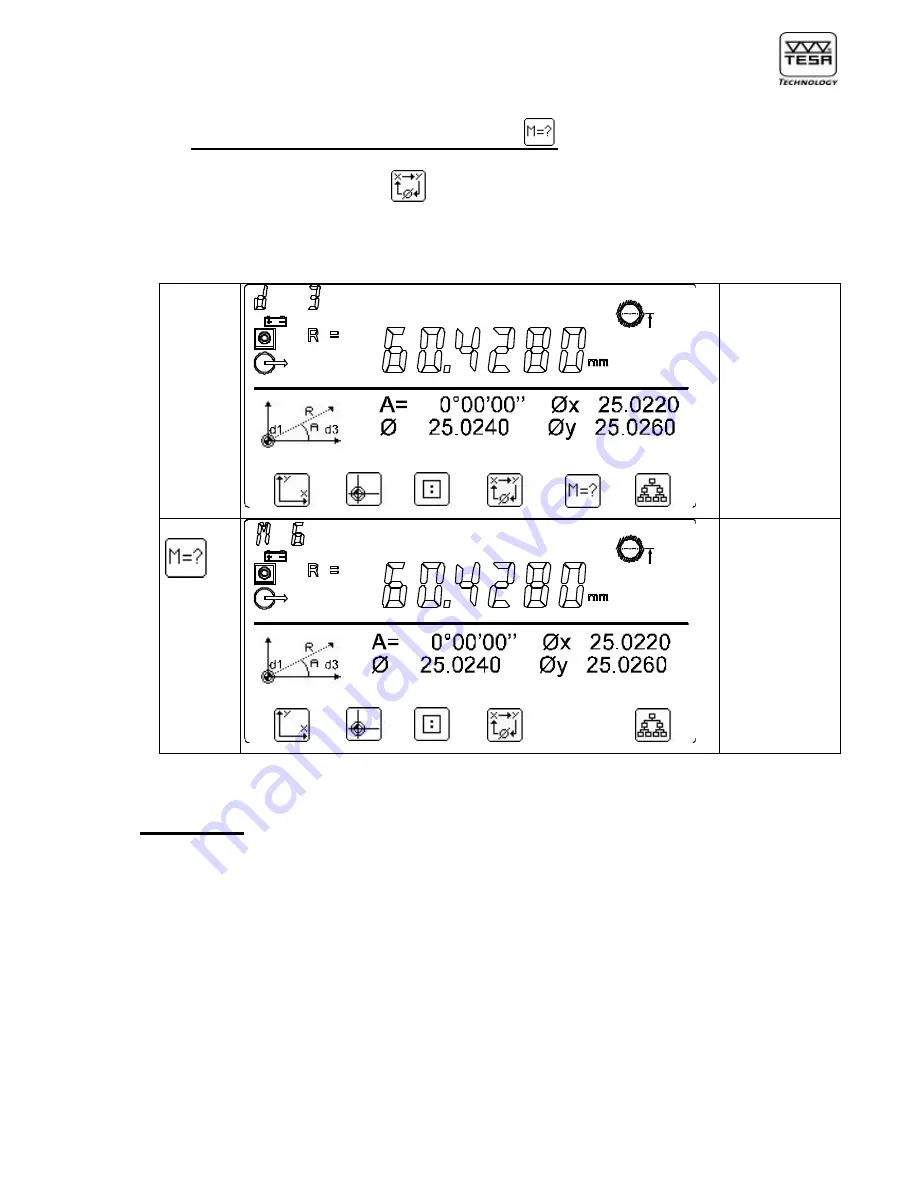
15.5) Registering a measured dimension
Use the arrow keys together with
to choose the value you want to save in the
constant table M – i.e. the distance between both part features 1 and 3 in the
example shown below.
Display shows
selected value
Add value in
constant table M.
Example :
M6 when
answering YES
at prompt 2D
or M1 when
answering NO.
Important :
When executing a part programme by learning, you won’t
be able to view any numbered value, except for those
saved in the constant table M.







































































