























- 56 -
reduktoru tlaku.
5.5.2.2 Připojení zemnicího kabelu svařovacího proudu
- Zemnicí kabel je třeba připojit ke svařovanému dílu nebo ke kovovému stolu, na
kterém je uložen, co nejblíže k vytvářenému spoji.
- Připojte kabel ke svařovacímu přístroji, k zásuvce (+) pro rychlé připojení.
5.5.2.3 Připojení svařovací pistole
- Připojte svařovací pistoli TIG k zásuvce (-) rychlého připojení na předním panelu
svařovacího přístroje; dokončete připojení plynové hadice a kabelu ovládání
svařovací pistole.
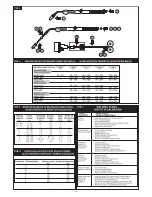
5.5.3 SVAŘOVÁNÍ OBALENOU ELEKTRODOU MMA (OBR. H)
5.5.3.1 Připojení držáku elektrod
Téměř všechny obalené elektrody se připojují ke kladnému pólu (+) zdroje; pouze
ve výjimečných případech – u kyselých elektrod – se připojují k zápornému pólu (-).
Připojte kabel držáku elektrod k zásuvce (+) rychlého připojení na předním panelu.
Poznámka:
V některých případech je doporučena polarita (-) na držáku elektrod;
zkontrolujte proto pokyny výrobce elektrod.
5.5.3.2 Připojení zemnicího kabelu svařovacího proudu
- Zemnicí kabel je třeba připojit ke svařovanému dílu nebo ke kovovému stolu, na
kterém je uložen, co nejblíže k vytvářenému spoji.
- Připojte kabel ke svařovacímu přístroji, k zásuvce (-) rychlého připojení.
5.5.4 DOPORUČENÍ:
- Zašroubujte konektory svařovacích kabelů až na doraz do zásuvek umožňujících
rychlé připojení (jsou-li součástí) kvůli zajištění dokonalého elektrického kontaktu;
v opačném případě bude docházet k přehřívání samotných konektorů s jejich
následným rychlým opotřebením a ztrátou účinnosti.
- Používejte co možná nejkratší svařovací kabely.
- Vyhněte se použití kovových struktur, které netvoří součásti opracovávaného
dílu pro svod svařovacího proudu, namísto zemnicího kabelu; může to znamenat
ohrožení bezpečnosti a vést k neuspokojivým výsledkům svařování.
5.6 NALOŽENÍ CÍVKY S DRÁTEM
(Obr. I)
UPOZORNĚNÍ! PŘED PROVÁDĚNÍM OPERACÍ SPOJENÝCH S
NAKLÁDÁNÍM DRÁTU SE UJISTĚTE, ŽE JE SVAŘOVACÍ PŘÍSTROJ
VYPNUT A ODPOJEN OD NAPÁJECÍHO ROZVODU.
ZKONTROLUJTE, ZDA VÁLEČKY TAHAČE DRÁTU, VODÍCÍ POUZDRO DRÁTU A
KONTAKTNÍ TRUBIČKA SVAŘOVACÍ PISTOLE ODPOVÍDAJÍ PRŮMĚRU A DRUHU
DRÁTU, KTERÝ HODLÁTE POUŽÍT, A ZDA JSOU SPRÁVNĚ NAMONTOVÁNY. PŘI
NAVLÉKÁNÍ DRÁTU NEPOUŽÍVEJTE OCHRANNÉ RUKAVICE.
- Otevřete dvířka prostoru, ve kterém se nachází navíjedlo.
- Umístěte cívku s drátem na navíjedlo; ujistěte se, že je unášecí kolík navíjedla
správně umístěn v příslušném otvoru (1a).
- Uvolněte přítlačné/ý válečky/váleček a oddalte je/jej od spodních/ho válečků/u (2a).
- Zkontrolujte, zda se podávací váleček/ky hodí k použitému druhu drátu (2b).
- Uvolněte konec drátu a odštípněte jeho zdeformovaný konec rázným řezem, bez
okrajů; otočte cívku proti směru hodinových ručiček a navlečte konec drátu do
vstupního vodiče drátu zasunutím 50-100 mm jeho délky do vodiče drátu ve spoji
na svařovací pistoli (2c).
- Opětovně seřiďte polohu přítlačných/ho válečků/u nastavením průměrné hodnoty
jejich/jeho tlaku a zkontrolujte, zda je drát správně umístěn ve žlabu spodního
válečku (3).
- Lehce zabrzděte navíjedlo prostřednictvím seřizovacího šroubu umístěného ve
středu samotného navíjedla (1b).
- Odmontujte hubici a kontaktní trubičku (4a).
- Zasuňte zástrčku svařovacího přístroje do napájecí zásuvky, zapněte svařovací
přístroj, stiskněte tlačítko svařovací pistole nebo tlačítko posuvu drátu na ovládacím
panelu (je-li součástí), vyčkejte na vyústění drátu v délce 10-15 cm ze přední části
svařovací pistole po jeho přechodu celým vodícím pouzdrem, a pak uvolněte
tlačítko.
UPOZORNĚNÍ! Během uvedených operací je drát pod napětím a je
vystaven mechanickému namáhání; proto by při nedostatečných
ochranných opatřeních mohlo dojít ke vzniku nebezpečí zásahu
elektrickým proudem, ke zranění nebo k zapálení elektrických oblouků:
- Nesměrujte svařovací pistoli vůči částem těla.
- Nepřibližujte svařovací pistoli tlakové láhvi.
- Proveďte zpětnou montáž kontaktní trubičky a hubice na svařovací pistoli (4b).
- Zkontrolujte, zda je posuv drátu regulérní; nastavte tlak válečků a brždění navíjedla
na minimální možnou úroveň a zkontrolujte, zda drát neprokluzuje ve žlábku a
zda při zastavení tahače nedochází k uvolnění závitů drátu následkem nadměrné
setrvačnosti cívky.
- Odštípněte koncovou část drátu, vyčnívajícího z hubice, na délku 10-15 mm.
- Zavřete dvířka prostoru, ve kterém se nachází navíjedlo.
5.7 VÝMĚNA VODICÍHO POUZDRA DRÁTU VE SVAŘOVACÍ PISTOLI (OBR. N)
Před zahájením výměny vodicího pouzdra drátu uložte a narovnejte kabel svařovací
pistole, abyste zabránili tvorbě ohybů.
5.7.1 Spirálovité vodicí pouzdro pro ocelové dráty
1- Odšroubujte hubici a kontaktní trubičku z hlavy svařovací pistole.
2- Odšroubujte matici uchycení vodicího pouzdra centrálního konektoru a vytáhněte
stávající pouzdro.
3- Zasuňte nové pouzdro do kabelového svazku svařovací pistole a jemně jej
zatlačte, dokud nevyjde z hlavy svařovací pistole.
4- Rukou zašroubujte hadici uchycení vodicího pouzdra.
5- Odstřihněte přečnívající část vodicího pouzdra tak, že jej lehce stlačíte; stáhněte ji
z kabelu svařovací pistole.
6- Zabruste hranu vodicího pouzdra v místě řezu a zasuňte pouzdro zpět do
kabelového svazku svařovací pistole.
7- Znovu zašroubujte matici a dotáhněte ji s použitím klíče.
8- Proveďte zpětnou montáž kontaktní trubičky a hubice.
5.7.2 Vodicí pouzdro ze syntetického materiálu pro hliníkové dráty
Proveďte operace 1, 2, 3 způsobem uvedeným pro ocelové pouzdro (neberte v úvahu
operace 4, 5, 6, 7 a 8).
9- Znovu zašroubujte kontaktní trubičku pro hliník a zkontrolujte, zda se dotýká
vodicího pouzdra.
10- Na druhý konec vodicího pouzdra (na straně připojení svařovací pistole) zasuňte
mosaznou redukci, těsnicí kroužek, a při lehce stlačeném vodicím pouzdře
dotáhněte matici uchycení vodicího pouzdra. Nadbytečná část vodicího pouzdra
bude odstraněna následně (viz (13)). Vytáhněte ze spojky svařovací pistole
unášeče drátu kapilární trubku pro ocelová vodicí pouzdra.
11- Pro hliníková vodicí pouzdra s průměrem 1,6-2,4mm (žluté barvy) NENÍ K
DISPOZICI KAPILÁRNÍ TRUBIČKA; vodicí pouzdro bude proto zasunuto do
spojky bez ní.
Odstřihněte kapilární trubičku pro hliníková vodicí pouzdra s průměrem 1-1,2mm
(červené barvy) na rozměr přibližně o 2 mm nižší, než je rozměr ocelové trubičky,
a zasuňte ji do volného konce vodicího pouzdra.
12- Zasuňte a zajistěte svařovací pistoli ve spojce unášeče drátu, poznačte vodicí
pouzdro ve vzdálenosti 1-2mm od válečků a znovu vytáhněte svařovací pistoli.
13- Odstřihněte vodicí pouzdro na potřebný rozměr, aniž byste zdeformovali jeho
vstupní otvor.
Znovu namontujte svařovací pistoli do unášeče drátu a namontujte plynovou
trysku.
6. SVAŘOVÁNÍ: POPIS PRACOVNÍHO POSTUPU
6.1 SVAŘOVÁNÍ MIG-MAG
6.1.1 REŽIM PŘENOSU SHORT ARC (KRÁTKÝ OBLOUK)
K roztavení drátu a oddělení kapky dochází následkem následných zkratů na hrotu
drátu v tavicí lázni (až do 200 krát za sekundu).
Uhlíkové a nízkolegované ocele
- Průměr použitelných drátů:
0,6-1,2mm
- Rozsah svařovacího proudu:
40-210A
- Rozsah napětí oblouku:
14-23V
- Použitelný plyn:
CO
2
nebo směsi Ar/CO
2
nebo Ar/CO
2
/O
2
Nerezavějící ocele
- Průměr použitelných drátů:
0,8-1mm
- Rozsah svařovacího proudu:
40-160A
- Rozsah napětí oblouku:
14-20V
- Použitelný plyn:
směsi Ar/O
2
nebo Ar/CO
2
(1-2%)
Hliník a slitiny
- Průměr použitelných drátů:
0,8-1,6mm
- Rozsah svařovacího proudu:
75-160A
- Rozsah svařovacího napětí:
16-22V
- Použitelný plyn:
Ar 99,9%
Obvykle musí být kontaktní trubička vyrovnána s hubicí nebo může lehce přečnívat, v
případě nejjemnějších drátů a nejnižších napětí oblouku; délka volné části drátu (stick-
out) se bude obvykle pohybovat v rozmezí od 5 do 12mm.
V MANUÁLNÍM režimu („PRG 0“) přizpůsobte hodnotu reaktance:
- 5%-60% pro dráty z uhlíkové oceli s průměrem 0,8-1mm.
- 50%-80% pro dráty z uhlíkové oceli s průměrem 1,2-1,6mm.
- 60%-80% pro dráty z nerezavějící oceli a z hliníku.
Aplikace: Svařování ve všech polohách, na jemných površích nebo pro první nános
do obroušených hran, zvýhodněné omezenou tepelnou aplikací a dobře ovladatelnou
lázní.
Poznámka: Přenos SHORT ARC pro svařování hliníku a slitin je třeba používat s
patřičnou opatrností (zejména při použití drátů s průměrem >1mm), protože by mohlo
dojít k výskytu vad tavení.
6.1.1.1 REŽIM PŘENOSU PŘI STUDENÉM OBLOUKU (ROOT MIG)
ROOT MIG je speciální druh svařování MIG Short Arc, vyvinutý pro udržení tavicí
lázně v ještě chladnějším stavu než v případě samotného Short Arc. Díky nízkému
tepelnému přínosu je možné uložit navařovaný materiál prostřednictvím deformace,
ke které dochází pouze v minimální části povrchu obráběného dílu.
ROOT MIG je proto ideálním způsobem svařování pro manuální plnění štěrbin
a prasklin. Kromě toho operace plnění, na rozdíl od svařování TIG, nevyžaduje přísun
nového materiálu a její realizace je jednodušší a rychlejší.
Programy ROOT MIG jsou věnovány specificky obrábění uhlíkových a nízkolegovaných
ocelí (viz TAB. 3).
6.1.2 REŽIM PŘENOSU SPRAY ARC (ROZSTŘIKOVANÝ OBLOUK)
Tavení drátu probíhá při vyšších proudech a napětích vzhledem k režimu „short arc“
a hrot drátu nepřichází do styku s tavicí lázní; z ní vychází oblouk, prostřednictvím
kterého přechází kovové kapky, pocházející z nepřetržitého tavení drátu elektrody,
tedy bez výskytu zkratů.
Uhlíkové a nízkolegované ocele
- Průměr použitelných drátů:
0,8-1,6mm
- Rozsah svařovacího proudu:
180-450A
- Rozsah napětí oblouku:
24-40V
- Použitelný plyn:
směsi Ar/CO
2
nebo Ar/CO
2
/O
2
Nerezavějící ocele
- Průměr použitelných drátů:
1-1,6mm
- Rozsah svařovacího proudu:
140-390A
- Rozsah svařovacího napětí:
22-32V
- Použitelný plyn:
směsi Ar/O
2
nebo Ar/CO
2
(1-2%)
Hliník a slitiny
- Průměr použitelných drátů:
0,8-1,6mm
- Rozsah svařovacího proudu:
120-360A
- Rozsah svařovacího napětí:
24-30V
- Použitelný plyn:
Ar 99,9%
Obvykle se kontaktní trubička musí nacházet 5-10mm uvnitř hubice, a to tím více, čím
je vyšší napětí oblouku; délka volného konce drátu (stick-out) se obvykle pohybuje v
rozmezí 10 až 12 mm.
V MANUÁLNÍM REŽIMU („PRG 0“) není po uskutečnění správné volby parametrů
rychlosti drátu a napětí oblouku (to znamená volby kompatibilních hodnot) hodnota
zvolené reaktance podstatná.
Aplikace: Svařování na rovném povrchu, s tloušťkami nejméně 3-4mm (vysoce fluidní
lázeň); rychlost realizace a stupeň nánosu jsou velmi vysoké (vysoká aplikace tepla).
6.1.3 REŽIM PŘENOSU PULSE ARC (PULZNÍ OBLOUK)
Jedná se o „kontrolovaný“ přenos, situovaný v provozní zóně „spray-arc“ (změněný
spray-arc), a vyznačuje se proto výhodami z hlediska rychlosti tavení a absence
vymršťování materiálu, a to i při velmi nízkých hodnotách proudu, při kterých je možné
uspokojit také mnohé aplikace typické pro „short-arc“.
Každému proudovému impulzu odpovídá oddělení jedné samostatné kapky drátu
elektrody; tento jev se vyskytuje s pravidelností úměrnou rychlosti posuvu drátu
dle závislosti související s druhem a průměrem samotného drátu (obvyklé hodnoty
frekvence jsou: 30-300Hz).
Uhlíkové a nízkolegované ocele
- Průměr použitelných drátů:
0,8-1,6mm
- Rozsah svařovacího proudu:
60-360A
- Rozsah napětí oblouku:
18-32V
- Použitelný plyn:
směsi Ar/CO
2
nebo Ar/CO
2
/O
2
(CO
2
max. 20%)
Nerezavějící ocele
- Průměr použitelných drátů:
0,8-1,2mm
- Rozsah svařovacího proudu:
50-230A
- Rozsah svařovacího napětí:
17-26 V







































































