




























- 45 -
HUZALOS HEGESZTŐGÉPEK MIG-MAG ÉS FLUX, TIG, MMA FOLYTONOS
ÍVHEGESZTÉSHEZ PROFESSZIONÁLIS VAGY IPARI ALKALMAZÁS CÉLJÁRA.
Megjegyzés: Az alábbiakban a “hegesztőgép” kifejezés használatos.
1. AZ ÍVHEGESZTÉS ÁLTALÁNOS BIZTONSÁGI SZABÁLYAI
A hegesztőgép kezelője kellő információ birtokában kell legyen a hegesztőgép
biztos használatáról valamint az ívhegesztés folyamataival kapcsolatos
kockázatokról, védelmi rendszabályokról és vészhelyzetben alkalmazandó
eljárásokról.
(Hivatkozási alapként használatosak a következő anyag is: “IEC vagy CLC/TS
(Vegye figyelembe az ”EN 60974-9: Ívhegesztő berendezések. 9. rész: Létesítés
és üzemeltetés” szabványt is).
- A hegesztés áramkörével való közvetlen érintekezés elkerülendő; a generátor
által létrehozott üresjárási feszültség néhány helyzetben veszélyes lehet .
- A hegesztési kábelek csatlakoztatásakor valamint, az ellenőrzési és javítási
műveletek végrehajtásakor a hegesztőgépnek kikapcsolt állapotban kell
lennie és kapcsolatát az áramellátási hálózattal meg kell szakítani.
- A fáklya elhasználódott részeinek pótlását megelőzően a hegesztőgépet ki
kell kapcsoni és kapcsolatát az áramellátási hálózattal meg kell szakítani.
- Az elektromos összeszerelés végrehajtására a biztonságvédelmi normák és
szabályok által előirányzottaknak megfelelően kell hogy sor kerüljön.
- A hegesztőgép kizárólag földelt, nulla vezetékű áramellátási rendszerrel lehet
összekapcsolva.
- Meg kell győződni arról, hogy az áramellátás konnektora kifogástalanul
csatlakozik a földeléshez.
- Tilos a hegesztőgép , nedves, nyirkos környezetben, vagy esős időben való
használata.
- Tilos olyan kábelek használata, melyek szigetelése megrongálódott, vagy
csatlakozása meglazult.
- Folyadékos hűtőegység jelenléte esetén a feltöltési műveleteket kikapcsolt és
a táphálózatból kicsatlakoztatott hegesztőgéppel kell elvégezni.
- Nem hajtható végre hegesztés olyan tartályokon és edényeken, melyek
gyúlékony folyadékokat vagy gáznemű anyagokat tartalmaznak, vagy
tartalmazhatnak.
- Elkerülendő az olyan anyagokon való műveletek végrehajtása, melyek
tisztítására klórtartalmú oldószerrel került sor, vagy a nevezett anyagok
közelében való hegesztés.
- Tilos a nyomás alatt álló tartályokon való hegesztés.
- A munkaterület környékéről minden gyúlékony anyag eltávolítandó (pl. fa,
papir, rongy, stb.).
- Biztosítani kell a megfelelő szellőzést, vagy a hegesztés következtében
képződött füstök ívhegesztés környékéről való eltávolítására alkalmas
eszközöket ; szisztematikus vizsgálat szükséges a hegesztés következtében
képződött füstök expozíciós határainak megbecsléséhez, azok összetételének,
koncentrációjának és magának az expozíció időtartamának függvényében.
- A palackot védeni kell a hőforrásoktól, beleértve a szolár-sugárzást is
(amennyiben használatos).
- Megfelelő elektromos szigetelést alkalmazzon a hegesztőpisztolynál, a
megmunkálás alatt álló darabnál és a közelben a talajra helyezett, esetleges
fémrészeknél (megközelíthetőek).
Ez rendszerint megvalósítható akkor, ha a célnak megfelelő védőkesztyűt,
védőcipőt, fejfedőt és védőruházatot visel valamint szigetelő járólapokat vagy
szőnyegeket használ.
- Mindig óvja a szemét az UNI EN 169 vagy UNI EN 379 szabványnak megfelelő
szűrőkkel, amelyek az UNI EN 175 szabványnak megfelelő védőmaszkokra
vagy fejpajzsokra vannak felszerelve.
Használjon megfelelő, tűzálló védőruházatot (ami az UNI EN 11611-nek megfelel)
és hegesztő kesztyűt (ami az UNI EN 12477-nek megfelel), megakadályozva
a bőr felhámrétegének kitételét a hegesztőív által gerjesztett, ultraibolya és
infravörös sugaraknak; a védelmet ki kell terjeszteni a hegesztőív közelében
tartózkodó, egyéb személyekre is nem visszaverő árnyékolások vagy
védőfüggönyök használatával.
- Zajszint: Ha a különösen intenzív hegesztési műveletek következtében 85
dB(A) értékkel azonos vagy annál magasabb, személyi napi zajexpozíció szint
(LEPd) tapasztalható, akkor kötelező a megfelelő, egyéni védőfelszerelések
használata (1. Tábl.).
- A hegesztőáram áthaladása a hegesztő áramkör környékén lokalizált,
elektromágneses terek (EMF) keletkezését okozza.
Az elektromágneses terek néhány orvosi készülékkel (pl. Pace-maker,
lélegeztetők, fémprotézisek, stb.) interferálhatnak.
Az ilyen készülékeket viselők számára megfelelő óvintézkedéseket kell hozni.
Például meg kell tiltani a hegesztőgép használati térségének megközelítését.
Ez a hegesztőgép megfelel azon műszaki termékszabványok követelményeinek,
amelyek meghatározzák az ipari környezetben, professzionális célból való,
kizárólagos felhasználást. Nem biztosított azon határértékeknek való megfelelés,
amelyek a háztartási környezetben az ember elektromágneses tereknek való
kitételére vonatkoznak.
A kezelőnek a következő eljárásokat kell alkalmaznia az elektromágneses
tereknek való kitétel csökkentése érdekében:
- Rögzítse együtt, egymáshoz a lehető legközelebb a két hegesztőkábelt.
- Tartsa a fejét és a törzsét a lehető legtávolabb a hegesztő áramkörtől.
- Soha ne csavarja a hegesztőkábeleket a teste köré.
- Ne hegesszen úgy, hogy a teste a hegesztő áramkör között van. Tartsa mindkét
kábelt a testéhez képest ugyanazon az oldalon.
- Csatlakoztassa a hegesztőáram visszavezető kábelét a hegesztendő
munkadarabhoz a lehető legközelebb a készítendő varrathoz.
- Ne hegesszen a hegesztőgép mellett, arra ülve vagy annak nekitámaszkodva
(minimum távolság: 50 cm).
- Ne hagyjon ferromágneses tárgyakat a hegesztő áramkör közelében.
- Minimum távolság d=20cm (N Ábr.).
- A osztályú berendezés:
Ez a hegesztőgép megfelel azon műszaki termékszabvány követelményeinek,
amely meghatározza az ipari környezetben, professzionális célból való,
kizárólagos felhasználást. Nem biztosított az elektromágneses kompatibilitásnak
való megfelelése a lakóépületekben és a háztartási célú használatra az épületeket
ellátó, kisfeszültségű táphálózathoz közvetlenül csatlakoztatott épületekben.
KIEGÉSZITŐ ÓVINTÉZKEDÉSEK
- AZON HEGESZTÉSI MŰVELETEKET, melyeket:
- Olyan környezetben, ahol az áramütés veszélye megnövelt;
MAGYAR
TARTALOMJEGYZÉK
1. AZ ÍVHEGESZTÉS ÁLTALÁNOS BIZTONSÁGI SZABÁLYAI ......................................................................
45
2. BEVEZETÉS ÉS ÁLTALÁNOS LEÍRÁS
........................................................................................................
46
2.1 BEVEZETÉS ............................................................................................................................................46
2.2 FÉMEK HEGESZTHETŐSÉGE
...............................................................................................................46
2.3 SZÉRIA KIEGÉSZÍTŐK
...........................................................................................................................46
2.4 IGÉNYELHETŐ KIEGÉSZÍTŐK
...............................................................................................................46
3. MŰSZAKI ADATOK
.......................................................................................................................................
46
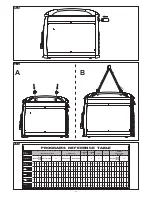
3.1 ADAT-TÁBLA (A Ábr.) ...............................................................................................................................46
3.2 EGYÉB MŰSZAKI ADATOK:
...................................................................................................................46
4. A HEGESZTŐGÉP LEÍRÁSA
.......................................................................................................................
46
4.1 ELLENŐRZŐ, SZABÁLYOZÓ ÉS CSATLAKOZTATÓ BERENDEZÉSEK (B ÁBRA)
..............................46
4.1.1 Hegesztőgép beszerelt huzalelőtolóval
..........................................................................................46
4.2 A HEGESZTŐGÉP VEZÉRLŐPANELE (C ÁBRA)
..................................................................................46
4.3 A PROGRAMOK BEHÍVÁSA ÉS MEMORIZÁLÁSA ................................................................................48
4.3.1 A GYÁRTÓ ÁLTAL ELŐRE MEMORIZÁLT PROGRAMOK BEHÍVÁSA
.........................................48
4.3.1.1 MIG-MAG SZINERGIKUS programok ................................................................................48
4.3.1.2 KÉZI ÜZEMMÓDBAN TÖRTÉNŐ MŰKÖDTETÉS (“PRG 0”)
...........................................48
4.3.2 SZEMÉLYES PROGRAMOK MEMORIZÁLÁSA ÉS BEHÍVÁSA MIG-MAG-BAN ..........................48
4.3.2.1 Bevezetés
...........................................................................................................................48
4.3.2.2 Személyes programokat memorizáló kapacitás MIG-MAG-ban
........................................48
4.3.2.3 Memorizálási eljárás (SAVE).
............................................................................................48
4.3.2.4 Egy személyes program behívási eljárás (RECALL)
.........................................................48
5. ÖSSZESZERELÉS ........................................................................................................................................
48
5.1 ÖSSZEÁLLÍTÁS.......................................................................................................................................48
5.2 A HEGESZTŐGÉP FELEMELÉSÉNEK MÓDJA (E ÁBRA)
.....................................................................48
5.3 A HEGESZTŐ ELHELYEZKEDÉSE
.........................................................................................................48
5.4 CSATLAKOZTATÁS A HÁLÓZATHOZ .....................................................................................................48
5.4.1 Figyelmeztetés
...............................................................................................................................48
5.4.2 VILLÁSDUGÓ ÉS CSATLAKOZÓ ..................................................................................................48
5.5 HEGESZTŐÁRAMKÖR CSATLAKOZTATÁSAI
.......................................................................................48
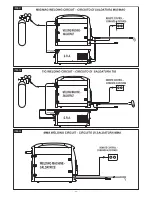
5.5.1 MIG-MAG HUZALOS HEGESZTÉS (F ÁBRA) ..............................................................................48
5.5.1.1 A gázpalack csatlakoztatása
..............................................................................................48
5.5.1.2 A Hegesztőpisztoly csatlakoztatása
...................................................................................49
5.5.1.3 Hegesztési áram kimenő kábelének csatlakoztatása
.........................................................49
5.5.2 TIG HEGESZTÉS (G ÁBRA) ..........................................................................................................49
5.5.2.1 A gázpalack csatlakoztatása.
.............................................................................................49
5.5.2.2 A hegesztőáram visszacsatlakozó kábelének csatlakoztatása
..........................................49
5.5.2.3 A hegesztőpisztoly csatlakoztatása
....................................................................................49
5.5.3 MMA BEVONT ELEKTRÓDÁS HEGESZTÉS (H ÁBRA) ...............................................................49
5.5.3.1 Az elektródatartó kapocs csatlakoztatása
..........................................................................49
5.5.3.2 A hegesztőáram visszacsatlakozó kábelének bekötése
.....................................................49
5.5.4 Hasznos tanácsok
..........................................................................................................................49
5.6 HUZALTEKERCS FELTÖLTÉSE (I Ábr.) .................................................................................................49
5.7 A HUZALVEZETŐ BURKOLAT CSERÉJE A HEGESZTŐPISZTOLYBAN (N ÁBRA)
.............................49
5.7.1 Spirális burkolat acélhuzalokhoz
....................................................................................................49
5.7.2 Burkolat szintetikus anyagból alumíniumhuzalok számára
............................................................49
6. HEGESZTÉS: AZ ELJÁRÁS LEÍRÁSA
........................................................................................................
49
6.1 MIG-MAG HEGESZTÉS ..........................................................................................................................49
6.1.1 SHORT ARC ÁTVITELI ÜZEMMÓD (RÖVID ÍVGYÚJTÁS) ...........................................................49
6.1.1.1 A HIDEGHEGESZTÉSRE VALÓ ÁTTÉRÉS MÓDOZATA (ROOT MIG) ............................49
6.1.2 SPRAY ARC ÁTVITELI ÜZEMMÓD (FECSKENDEZŐ ÍVGYÚJTÁS)
............................................49
6.1.3 PULSE ARC ÁTVITELI ÜZEMMÓD (PULZÁLT ÍVGYÚJTÁS) .......................................................50
6.1.4 MIG-MAG HEGESZTÉSI PARAMÉTEREK SZABÁLYOZÁSA .......................................................50
6.1.4.1 Védőgáz
.............................................................................................................................50
6.1.4.2 Hegesztőáram
....................................................................................................................50
6.1.4.3 Ívfeszültség és ívfojtás (pinch-off)
......................................................................................50
6.1.5 BI-LEVEL ÉS PULSE ON PULSE MŰKÖDÉS
...............................................................................50
6.2 TIG (DC) HEGESZTÉS ............................................................................................................................50
6.2.1 LIFT gyújtás
....................................................................................................................................50
6.3 MMA BEVONT ELEKTRÓDÁS HEGESZTÉS .........................................................................................50
6.4 A HEGESZTÉS MINŐSÉGE
....................................................................................................................50
7. KARBANTARTÁS ..........................................................................................................................................
50
7.1 SZOKÁSOS KARBANTARTÁS: ...............................................................................................................50
7.1.1 Fáklya
.............................................................................................................................................50
7.1.2 Huzal tápvezetéke
..........................................................................................................................50
7.2 RENDKÍVÜLI KARBANTARTÁS ..............................................................................................................50
8. RENDELLENESSÉGEK, OKOK ÉS MEGOLDÁSOK (8. TÁBL.)
................................................................51
oldal
oldal







































































