





























I.T.S. Ital Trade Services PT 630 Operating Manual
17
17
17
17
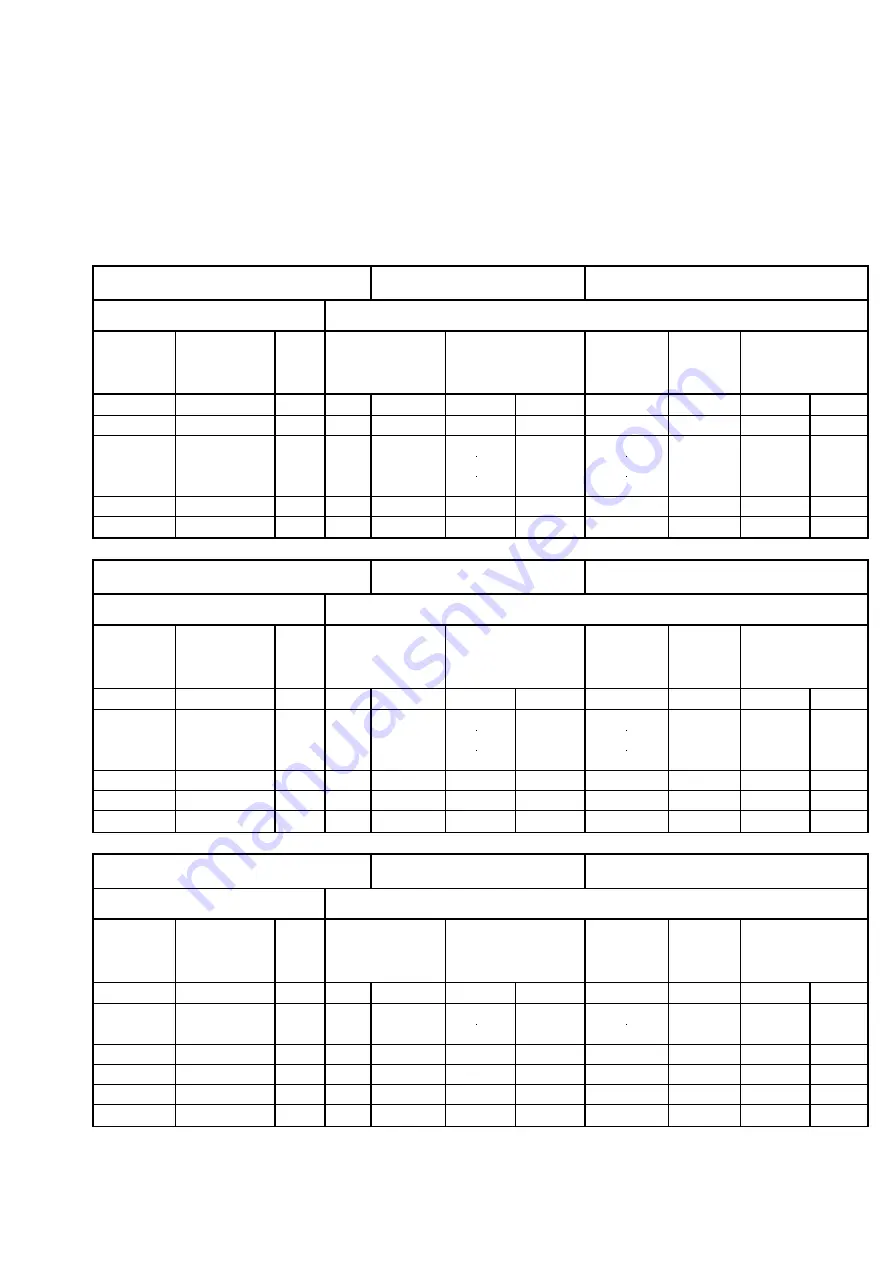
5. Welding Table for PE pipes DVS norm version 2207-1
The following tables show the values to be applied during the welding cycle as per previous instructions and graph.
However in order to clarify once again the meaning of these values please kindly note:
t1
=
Time requested for the bead formation to be done with pressure value =
P1
+ inertial pressure
t2
=
Time requested for the continual heating to be done with pressure value =
P2
+ inertial pressure
t3
=
Time requested for the change over
t4
=
Time requested for bringing up the pressure at the value of pressure =
P1
+ inertial pressure
t5
=
time requested for cooling down to be done with pressure value =
P1
+ inertial pressure
Important
Remember always to add the value checked of inertial pressure to the P1 and P2 values !!!!!!!
PT 630 - DVS 2207-1
Cyl. section cm
2
17,3
Welding range 315-630 mm
material PE80-100
SDR 41
D
S
T
P1
bead
P2
t 2
t 3
t 4
P5
t 5
DIAMETER
WALL THICK.
TEMP.
BEAD FORMATION
HEATING UP
CHANGEOV.
RAMP
COOLING
mm
mm
°C
bar
mm
bar
sec
sec
sec
bar
min
315
7,7
215
6,4
1,5
0.. 0,4
77
0..
6
6
6,4
11
355
8,7
214
8,2
1,5
0.. 0,5
87
0..
7
7
8,2
12
400
9,8
213
10,4
1,5
0.. 0,7
98
0..
7
7
10,4
13
450
11,0
212
13,1
1,5
0.. 0,9
110
0..
8
8
13,1
15
500
12,2
211
16,2
2,0
0.. 1,1
122
0..
8
8
16,2
16
560
13,7
210
20,3
2,0
0.. 1,4
137
0..
8
9
20,3
18
630
15,4
209
25,7
2,0
0.. 1,7
154
0..
9
9
25,7
20
PT 630 - DVS 2207-1
Cyl. section cm
2
17,3
Welding range 315-630 mm
material PE80-100
SDR 33
D
S
T
P1
bead
P2
t 2
t 3
t 4
P5
t 5
DIAMETER
WALL THICK.
TEMP.
BEAD FORMATION
HEATING UP
CHANGEOV.
RAMP
COOLING
mm
mm
°C
bar
mm
bar
sec
sec
sec
bar
min
315
9,5
213
7,9
1,5
0.. 0,5
95
0..
7
7
7,9
13
355
10,8
212
10,1
1,5
0.. 0,7
108
0..
8
8
10,1
15
400
12,1
211
12,8
2,0
0.. 0,9
121
0..
8
8
12,8
16
450
13,6
210
16,2
2,0
0.. 1,1
136
0..
8
9
16,2
18
500
15,2
209
20,
2,0
0.. 1,3
152
0..
9
9
20,
20
560
17,0
207
25,1
2,0
0.. 1,7
170
0..
9
10
25,1
22
630
19,1
206
31,8
2,5
0.. 2,1
191
0..
10
11
31,8
24
PT 630 - DVS 2207-1
Cyl. section cm
2
17,3
Welding range 315-630 mm
material PE80-100
SDR 27,6
D
S
T
P1
bead
P2
t 2
t 3
t 4
P5
t 5
DIAMETER
WALL THICK.
TEMP.
BEAD FORMATION
HEATING UP
CHANGEOV.
RAMP
COOLING
mm
mm
°C
bar
mm
bar
sec
sec
sec
bar
min
315
11,4
212
9,4
1,5
0.. 0,6
114
0..
8
8
9,4
15
355
12,9
210
12,
2,0
0.. 0,8
129
0..
8
8
12,
17
400
14,5
209
15,2
2,0
0.. 1,0
145
0..
9
9
15,2
19
450
16,3
208
19,3
2,0
0.. 1,3
163
0..
9
10
19,3
21
500
18,1
207
23,8
2,0
0.. 1,6
181
0..
10
11
23,8
23
560
20,3
205
29,8
2,5
0.. 2,0
203
0..
10
12
29,8
25
630
22,8
204
37,7
2,5
0.. 2,5
228
0..
11
13
37,7
28
Warning!: in case of PE100 welding, temperature T must be increased to 220°c
Summary of Contents for I.T.S. PT 630
Page 1: ...I T S by Tecnodue PT 630 Edition 1208 Operating Manual ...
Page 26: ...I T S Ital Trade Services PT 630 Operating Manual 26 26 26 26 9 4 Hydraulic plan ...
Page 29: ...I T S Ital Trade Services PT 630 Operating Manual 29 29 29 29 ...
Page 31: ...I T S Ital Trade Services PT 630 Operating Manual 31 31 31 31 ...
Page 33: ...I T S Ital Trade Services PT 630 Operating Manual 33 33 33 33 ...







































































