

























For Machines Mfg. Since 7/09
Model SB1016/SB1036
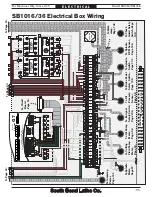
-105-
P A R T S
Headstock Internal Gears
101
102
103
104
105
106
107
108
109
110
111
112
113
123
124
A
D
E
A
F
F
A
D
E
C
A
D
D
C
E
E
F
F
106
114
115
116
117
118
119
120
121
122
125
126
127
128
129
130
131
132
133
134
135
136
138
139
140
141
142
143
144
145
146
147
148
149
150
151
152
153
154
155
156
157
158
159
160
161
162
163
164
165
166
115
127
140
124
122
116
132
122
138
132
149
140
122
128
132
128
116
151
































































