



















South Bend Tools
For Machines Mfd. Since 12/21
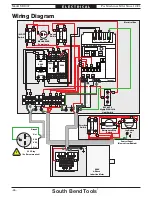
Model SB1007
-69-
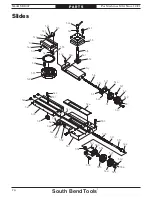
P A R T S
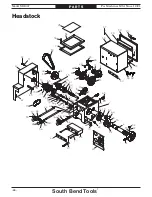
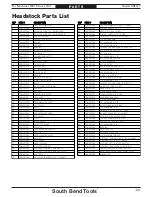
Headstock Parts List
RREEFF
PPA
ARRTT ##
DDEES
SCCRRIIPPTTIIOONN
RREEFF
PPA
ARRTT ##
DDEES
SCCRRIIPPTTIIOONN
1
PSB1007001
HEADSTOCK CASTING
43
PSB1007043
END COVER THREADED SHAFT (LONG)
2
PSB1007002
SPINDLE D1-4
44
PSB1007044
CONTROL PANEL BOX
3
PSB1007003
SPINDLE BEARING COVER (INBOARD)
45
PSB1007045
HEADSTOCK FRONT PANEL
4
PSB1007004
SPINDLE BEARING COVER (OUTBOARD)
46
PSB1007046
CONTROL PANEL PLATE (LOWER)
5
PSB1007005
SLIDING GEAR 55T
50
PSB1007050
TIMING BELT GATES HTD 710-5M-25
6
PSB1007006
COMBO GEAR 49T/27T
51
PSB1007051
FLAT WASHER 6MM
7
PSB1007007
SPACER
52
PSB1007052
CAP SCREW M6-1 X 12
8
PSB1007008
GEAR 32T
53
PSB1007053
CAP SCREW M6-1 X 16
9
PSB1007009
BUSHING
54
PSB1007054
TAPERED ROLLER BEARING 32008 FAG
9-1
PSB1007009-1
O-RING 17.8 X 2.4 P18
55
PSB1007055
CAP SCREW M8-1.25 X 20
10
PSB1007010
DRIVE SHAFT
56
PSB1007056
KEY 4 X 4 X 16
11
PSB1007011
COMBO GEAR 45T/17T
57
PSB1007057
CAP SCREW M5-.8 X 12
12
PSB1007012
GEAR 23T
58
PSB1007058
SET SCREW M8-1.25 X 15
13
PSB1007013
BEARING COVER
59
PSB1007059
STEEL BALL 6MM
14
PSB1007014
DRIVE PULLEY
60
PSB1007060
KEY 6 X 6 X 30
15
PSB1007015
PRELOAD NUT
61
PSB1007061
BALL BEARING 6305Z FAG
15-1
PSB1007015-1
SET SCREW M5-.8 X 6
62
PSB1007062
CAP SCREW M4-.7 X 16
15-2
PSB1007015-2
PLATE 4 X 4 X 2
63
PSB1007063
CAP SCREW M6-1 X 12
16
PSB1007016
BUSHING
64
PSB1007064
O-RING 8.8 X 1.9 P9
16-1
PSB1007016-1
OIL SEAL TC12 X 18 X 5
65
PSB1007065
EXT RETAINING RING 10MM
16-2
PSB1007016-2
O-RING 15.8 X 2.4 P16
66
PSB1007066
CAP SCREW M4-.7 X 12
17
PSB1007017
SHAFT
67
PSB1007067
TAPERED ROLLER BEARING 32009 FAG
17-1
PSB1007017-1
EXT RETAINING RING 12MM
68
PSB1007068
OIL SIGHT GLASS 3/8" NPT
18
PSB1007018
GEAR 32T
69
PSB1007069
HEX NUT M10-1.5
19
PSB1007019
GEAR 30T
70
PSB1007070
LOCK WASHER 10MM
20
PSB1007020
COMBO GEAR 32T/32T
71
PSB1007071
FLANGE SCREW M5-.8 X 95
21
PSB1007021
LOCK SHAFT
72
PSB1007072
COMPRESSION SPRING
21-1
PSB1007021-1
O-RING 15.8 X 2.4 P16
73
PSB1007073
FLAT WASHER 5MM
22
PSB1007022
FEED DIRECTION SHAFT
74
PSB1007074
CAP SCREW M5-.8 X 12
23
PSB1007023
SHIFT BLOCK
75
PSB1007075
EXT RETAINING RING 12MM
24
PSB1007024
SHAFT
76
PSB1007076
CAP SCREW M6-1 X 16
25
PSB1007025
SHIFT FORK
77
PSB1007077
OUTBOARD HEADSTOCK OIL GASKET
26
PSB1007026
COMPRESSION SPRING
78
PSB1007078
INBOARD HEADSTOCK OIL GASKET
27
PSB1007027
SLIDE BLOCK
79
PSB1007079
HEADSTOCK TOP COVER GASKET
28
PSB1007028
PLATE
80
PSB1007080
CONTROL PANEL PLATE (UPPER)
29
PSB1007029
O-RING COVER
81
PSB1007081
PRELOAD NUT RETAINER RING
30
PSB1007030
SHAFT END COVER
82
PSB1007082
CAP SCREW M6-1 X 18
31
PSB1007031
CAMLOCK
83
PSB1007083
BUSHING
32
PSB1007032
LOCK SCREW M8-1.25 X 18
84
PSB1007084
SHAFT END CAP
33
PSB1007033
LOCK PIN
85
PSB1007085
DRIVE SHAFT END CAP
34
PSB1007034
HEADSTOCK TOP COVER
86
PSB1007086
CAP SCREW M8-1.25 X 20
35
PSB1007035
BUSHING
87
PSB1007087
ELECTRICAL CABINET HINGE PIN 5.5 X 62MM
36
PSB1007036
HANDLE HUB
88
PSB1007088
STRAIN RELIEF 1/2" NPT ST METAL
37
PSB1007037
HANDLE M8-1.25
89
PSB1007089
STRAIN RELIEF 1/2" NPT 90D METAL
38
PSB1007038
ELECTRICAL CABINET
90
PSB1007090
ELECTRICAL BOX LOCK WITH KEYS (2-PC)
39
PSB1007039
ELECTRICAL CABINET DOOR W/LATCH
91
PSB1007091
CONTROL BOX LOCK WITH KEYS (2-PC)
40
PSB1007040
ELECTRICAL CABINET MOUNTING PLATE
92
PSB1007092
HANDLE HUB COVER LABEL 30MM, BLACK
41
PSB1007041
END COVER
93
PSB1007093
RUBBER PAD
42
PSB1007042
END COVER THREADED SHAFT (SHORT)



























































