




























-46-
For Machines Mfd. Since 12/21
South Bend Tools
Model SB1007
O P E R A T I O N
To install four-gear configuration:
1.
DISCONNECT LATHE FROM POWER!
2.
Follow
Steps 2–4 of preceding Three-Gear
Configuration section.
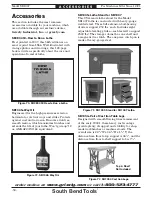
3.
Install middle gear in lower slot (see Figure
63), then mesh with bottom gear. Allow for
backlash of 0.002"-0.004", then tighten bolt.
4.
Install middle gear in upper slot (see Figure
63), then mesh with gear in lower slot,
allowing for same backlash. Then tighten
bolt.
5.
Rotate support arm upward until gear in
upper slot meshes with top gear, and allow
for same backlash. Then tighten support arm
cap screw.
6
. Re-install end gear cover.
Note:
When installing new gears, do not
overtighten cap screws. They simply hold
gears in place. Overtightening could hinder
gear rotation.
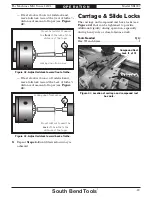
5.
Install middle gear on upper slot (see Figure
62). The gear bolts directly onto support
arm. Be careful not to lose washer or square
nut that locate gear on arm.
6.
Slide middle gear against bottom gear until
they mesh, and allow for backlash of 0.002"-
0.004". Tighten bolt that holds gear in place.
7.
Rotate support arm upward until middle
gear meshes with top gear, and allow for
backlash of 0.002"-0.004". Then tighten
support arm cap screw.
8.
Re-install end gear cover.
Figure
Figure 62. Middle gear installed in three-gear
. Middle gear installed in three-gear
configuration.
configuration.
Middle
Middle
Gear
Gear
Figure
Figure 63. Middle gears installed in four-gear
. Middle gears installed in four-gear
configuration.
configuration.
Middle
Middle
Gears
Gears




























































