

























Chapter 9
Mill Operations
The powered operations of the MI mill are done at the control panel, which is
located on the movable arm to the left of the mill.
The only electrical control not located on this main panel is the master power
switch. It is located on the left side of the large electrical box that is attached
to the rear of the mill column. As a safety feature, the master power switch
also has the ability to accept a padlock to prevent unauthorized use of the
machine.
Simple instruction for Operating Machine
1.
Raise and lower the headstock on its rack and pinion mechanism by
using the crank. When the desired height is reached, tighten the
locking bolts to avoid vibration.
2.
Head may be rotated 45° in either direction. Loosen the three lock
nuts. Adjust the head to the desired angle, and then tighten the heavy
duty head lock nuts.
3.
Move the table from side to side by using the longitudinal handwheel,
and from front to back by using the cross handwheel .
4.
Adjust the positive depth stop gauge according to desired working
depth.
Turning Machine On
1.
Rotate the "E-STOP" button clockwise to assure it is not pushed in. This
button is an emergency stop and it will stay in the power off position
when pushed in. It must be rotated clockwise to allow it to go into the
power on mode and operate the machine.
2.
When the E-Stop is out turns on the power and will illuminate the green
"POWER" light.
The machine is now powered on!
22
Summary of Contents for MI-409MZ
Page 1: ...Smithy MI 409MZ Operator s Manual 1 ...
Page 31: ...Chapter 13 Parts Diagrams in work ...
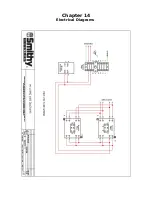
Page 32: ...Chapter 14 Electrical Diagrams ...
Page 33: ......


































































