





























Cylinder Block
1---1
WORK INSTRUCTIONS
1. CYLINDER BLOCK
A. Measuring cylinder liner wear
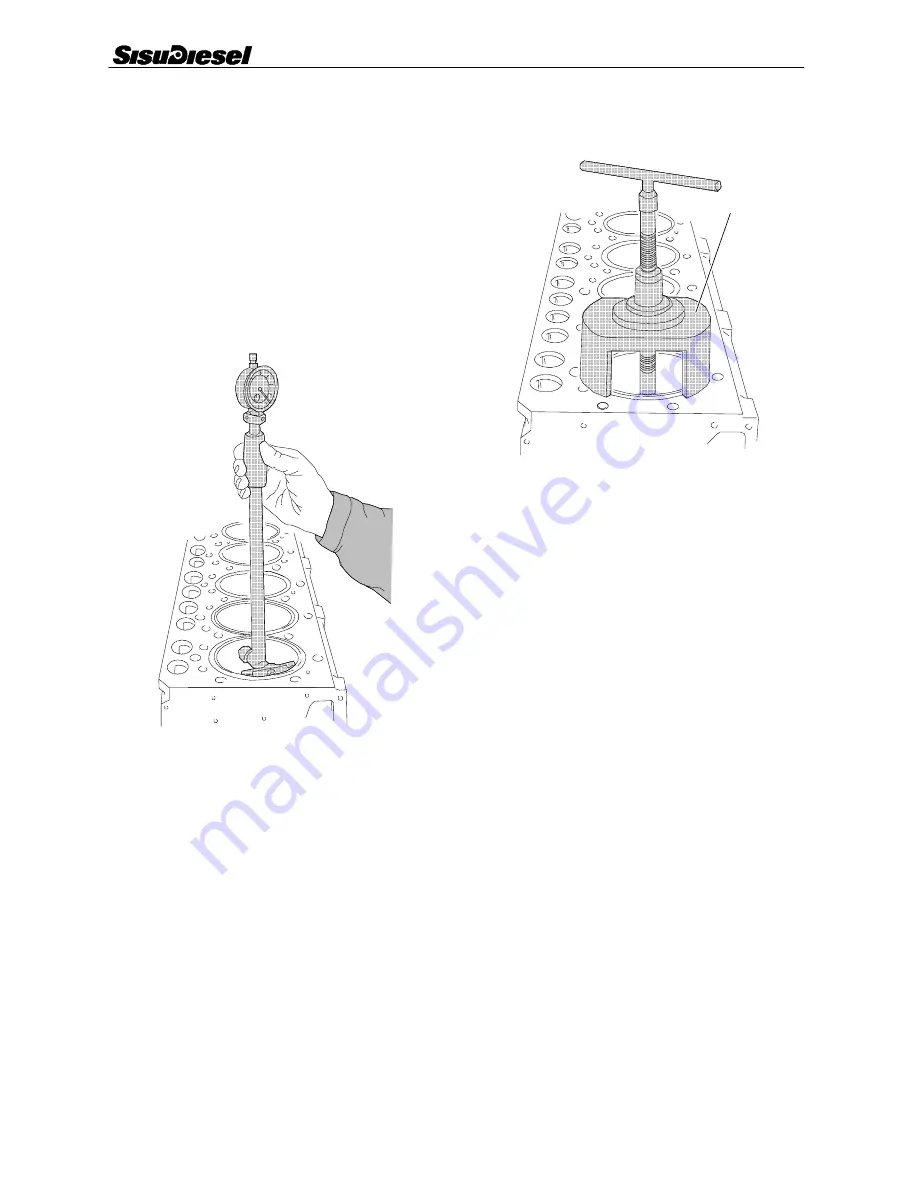
1. Using a micrometer set the dial gauge to zero using a new
cylinder liner indicating the initial dimension of the bore:
111,00 mm.
2. Clean the inner surface of the cylinder liner thoroughly
before measurement.
41--- 1
3. Perform the measurement crosswise at the liner top end,
lower end and middle.
4. Check the gauge reading for maximum wear and ovalness
(compare with rated).
B. Removing cylinder liner
1. If the cylinder liners are to be used again they should be
marked so that they can be fitted in the same position.
9104 51500
41--- 2
2. Remove the cylinder liners using cylinder liner puller 9104
51500.
C. Checking cylinder block
1. Clean the cylinder block and all oil ways.
2. Check the cooling channels and remove the scale and
sediment to ensure engine cooling.
3. Check the tightness of the cup plugs and threaded plugs
in the cylinder block as well as the condition of the cylinder
block and sealing faces.
4. Measure the wear of the camshaft bearing points (com-
pare with rated).
Note!
If it is necessary to machine the upper face of the cylin-
der block, the pistons must be shortened by the same dimen-
sion. Observe the valve disc spaces on the piston upper face.
D. Changing camshaft bushing
On the 645---engines, all camshaft bearing points are pro-
vided with a separate bearing bushing.
1.Remove the camshaft rear end plug and tap the bushings
out with a long drift. Observe the different outer diameters
when removing.
2. Clean the bushings location carefully.







































































