





























Assembly
02.00|1416054_ROTA-M2 + 2 |en-US
37
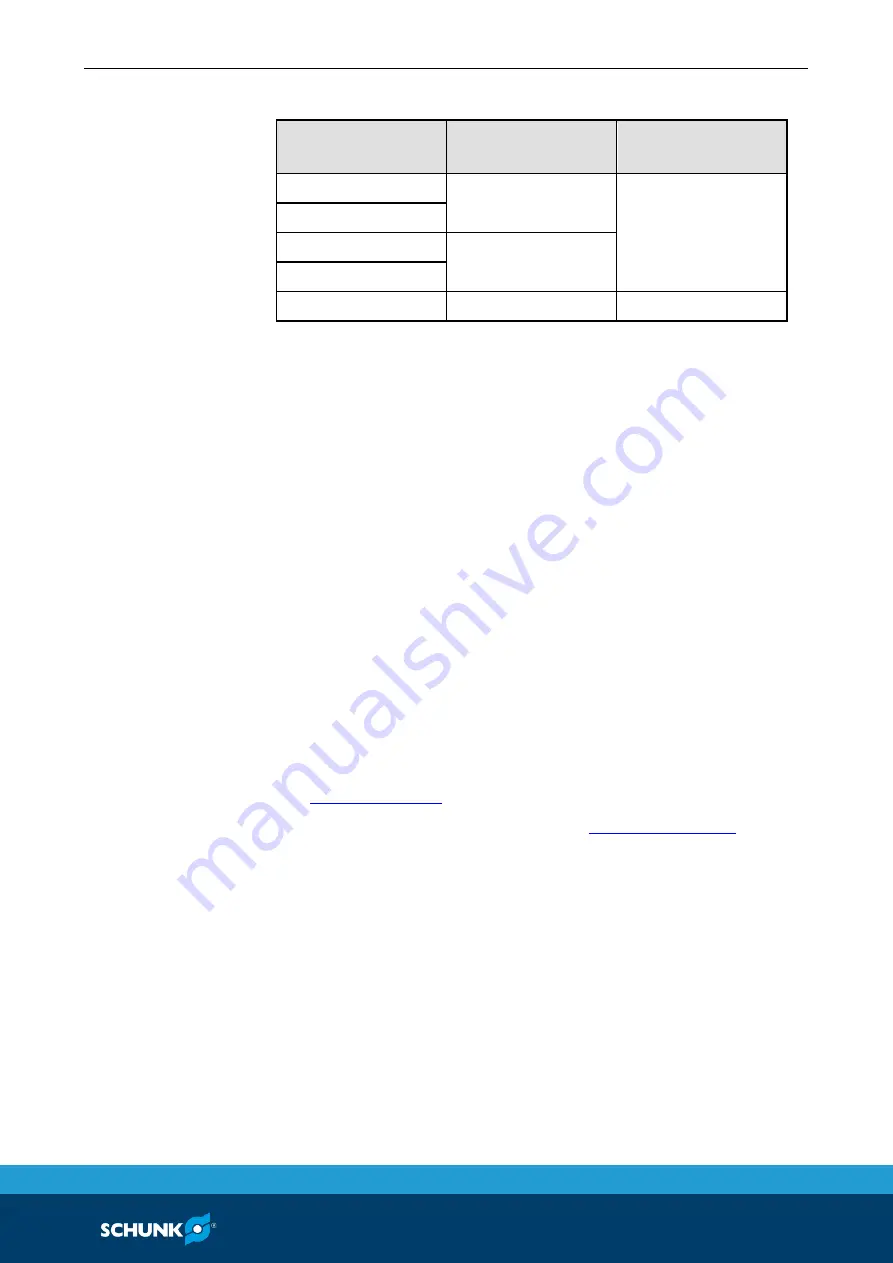
Concentricity and axial run-out tolerances
Lathe chuck size
[mm]
Max. concentricity
error [mm]
Max. axial run-out
error [mm]
260
0.03
0.02
315
400
0.04
500
630
0.06
0.03
Assembly preparation for the lathe chuck with reduction or
expansion adapter plate
If the bolt pitch circle of the machine spindle does not correspond
to the bolt pitch circle of the lathe chuck, a reduction or expansion
adapter plate must be used. Fasten this adapter plate to the
spindle nose prior to lathe chuck assembly.
1 Before assembly of the adapter plate, remove any dirt or chips
from the machine spindle and from the centering mount and
contact surface of the adapter plate.
2 An adapter plate produced by the user must be finished on
the machine spindle and balanced prior to lathe chuck
assembly.
3 After assembly, ensure that the flange is in contact with the
entire surface.
4 Check the concentricity and axial run-out accuracy of the
adapter plate (see Fig. "Lathe chuck assembly" - B
5 Lathe chuck assembly then follows
5.3.2







































































