





























56
SECTION 6 – SEQUENCE OF OPERATION
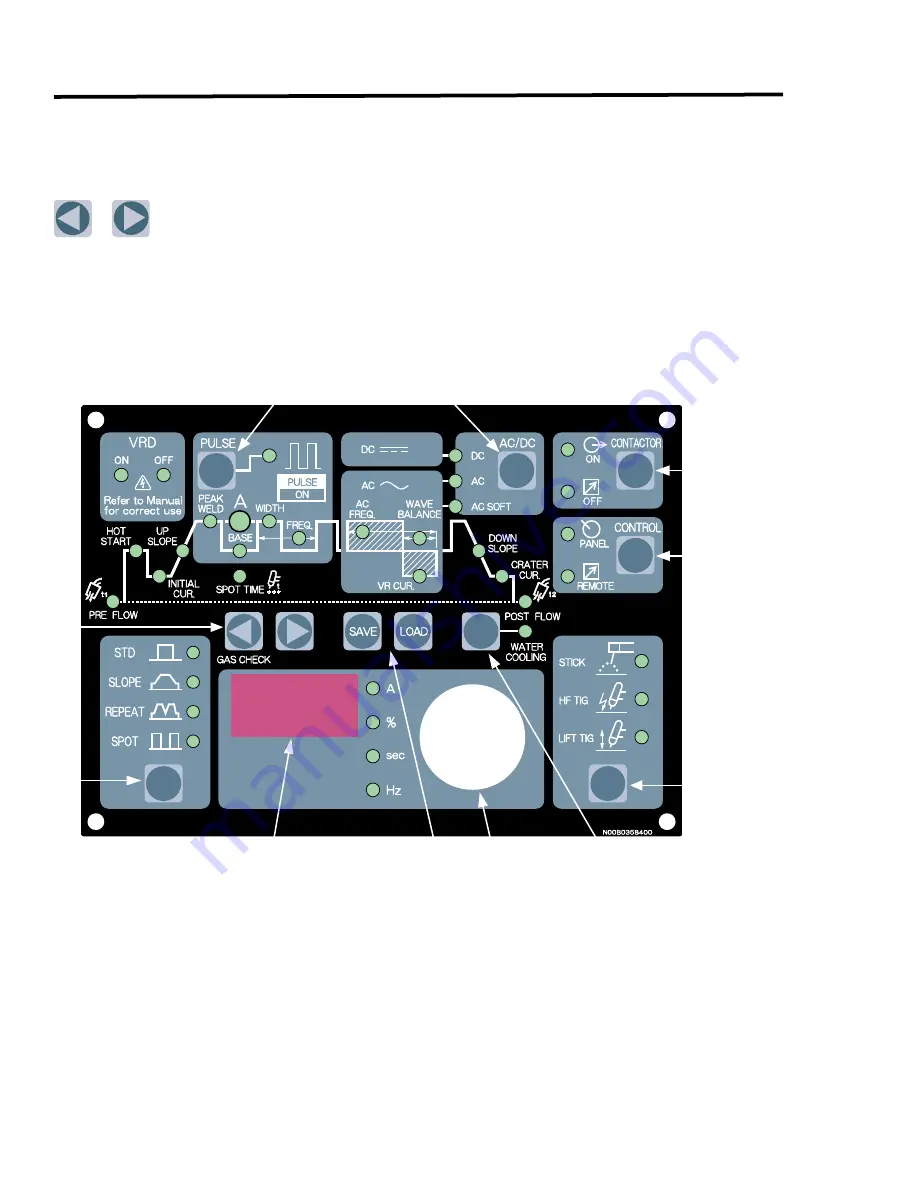
6.0 SEQUENCE OF OPERATION
NOTE:
Scroll Buttons are used to select the parameters to be set. An
illuminated LED indicates which function is being adjusted on the weld
sequence graph. Refer to Symbols Table located in the front of the
manual for Symbol descriptions.
Figure 6-1 – 300AP Front Panel
8
3
7
2
10
1
9
4
5
6
11
Summary of Contents for IA-3000TP-U3E
Page 2: ......
Page 4: ......
Page 8: ......
Page 26: ...26 PAGE LEFT INTENTIONALLY BLANK ...
Page 32: ...32 PAGE LEFT INTENTIONALLY BLANK ...
Page 54: ...54 PAGE LEFT INTENTIONALLY BLANK ...
Page 74: ...74 PAGE LEFT INTENTIONALLY BLANK ...
Page 87: ...87 PAGE LEFT INTENTIONALLY BLANK ...
Page 94: ...PAGE LEFT INTENTIONALLY BLANK ...
Page 97: ...PAGE LEFT INTENTIONALLY BLANK ...







































































