

























SPIROR HP - DR
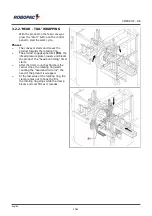
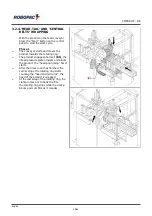
Phase 4
‒
After the counting of the “head and tail
round” the rotating ring stops while the
gripper blocks the film and the arm with
the blade makes the cut.
‒
The outfeed conveyor restarts.
‒
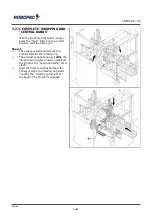
The product detects the photocell
(B2)
,
timer begins counting the “conveyor
outfeed”.
‒
When timer has finished counting, the
conveyor stops and the products totally
wrapped can be removed from the
machine.
English
25/95
Summary of Contents for SPIROR DR
Page 16: ...SPIROR HP DR SPIROR HP SPIROR HP 300 SPIROR HP 400 600 English 16 95 ...
Page 17: ...SPIROR HP DR SPIROR HP 900 SPIROR DR SPIROR DR 400 600 Optional English 17 95 ...
Page 18: ...SPIROR HP DR SPIROR DR 400 600 SPIROR DR 900 Optional SPIROR DR 900 English 18 95 ...
Page 38: ...SPIROR HP DR SPIROR HP 600 SPIROR HP 900 English 38 95 ...
Page 39: ...SPIROR HP DR SPIROR DR 400 SPIROR DR 600 English 39 95 ...







































































