




























14
Benchmark: When using a longlife sealing bar the set value has to be entered
according to alloy-depending correction chart (appendix A2)
a) below 25g (non-precious metal) supplier’s casting temperature indication minus 150
to 200 degree
b) over 25g (non-precious metal) supplier’s casting temperature indication minus
120 degree
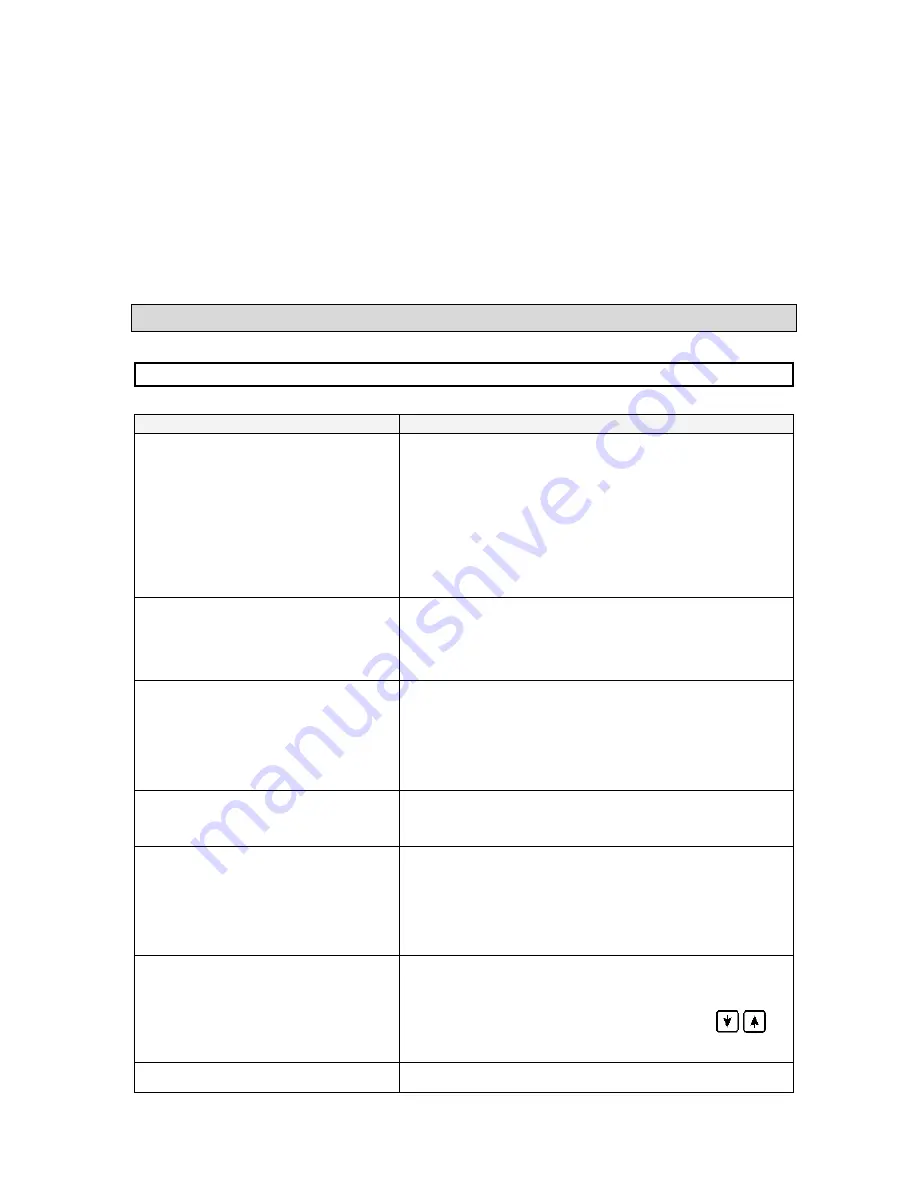
5 Casting Process
5.1
Start here…
Step
Description
1. Heat-up muffle in the preheating
furnace
⋅
Due to the down time when melting heat the muffle
up to the upper admissible limit
(pls. adhere to manufacturer’s information).
⋅
A wrong temperature or a too short preheating time
lead to false castings.
2. Turn-on water cooling
⋅
min. 3 - 4 bar pressure (recirculating cooling optionally
possible)
3. control compressed air
⋅
set compressor-pressure minimizer to 5-6 bar
(Vacuum only possible with compressed air
connection)
4. Turn on Argon bottle
⋅
set pressure to 5-6 bar output pressure
5. Turn on the main power switch
(10)
⋅
Switch shines green
⋅
LED „GREEN“ (12) – is blinking at the beginning
(7x, generator runs up) and then it shines permanently
6. Select memory cell or
enter casting temperature
⋅
Press U –key 2 sec. long until the required program
appears
⋅
Press P -key, change value with arrow keys
7. Select metal pressing medium
⋅
dependent on Argon outflowing rate or air pressure.







































































