
























33
0523M022-0
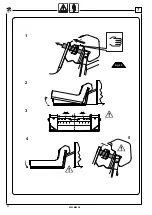
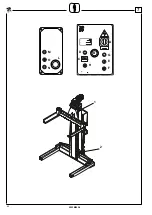
6.4 Trasformazione 6/8 colonne
- Il sollevatore 6/8 colonne è composto da 2 serie di 4 colonne
- Prima di allestire il 6/8 colonne accertarsi sempre che i carrelli
siano tutti a fine corsa discesa, (premendo un pulsante discesa
deve lampeggiare velocemente la spia rossa sul quadro princi-
pale)
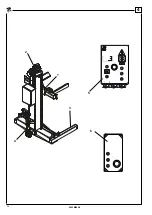
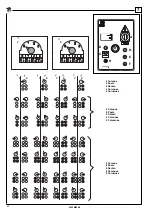
6.5 Commutazione PLC
- Mettere sullo “0” gli interruttori principali
(A)
.
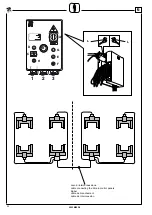
- Aprire uno dei due quadri principali e ruotare fino alla battuta
l’interruttore
(L)
in senso antiorario.
Verifica:
in un quadro l’interruttore deve essere ruotato in senso
antiorario e nell’altro in senso orario.
- Richiudere il quadro. In questo modo i sollevatori possono
funzionare come 2 singoli gruppi di 4 colonne o come 6/8 co-
lonne collegando fra loro i quadri principali mediante il cavo di
interconnessione. (Vedi 6.8)
- Ridare tensione e verificare la corretta sequenza fasi.
- Resettare l’errore di comunicazione segnalato dalle spie rosse
che lampeggiano velocemente premendo un pulsante di discesa
per ciascuno dei 2 gruppi di 4 colonne.
6
6.4 Change to 6/8 pillars
The 6/8 pillar lift consists of two series of 4 pillars each. Before
setting up the 6/8 pillar lift, make sure all carriages are at the
lowering limit switch (the red warning light on the main control
board must blink whenever pressing a lowering push-button).
6.5 PLC switching
- Position the main switches on “0”
(A)
.
- Open one of the two main control panels and turn the switch
(L)
anticlockwise up to the limit .
Check
: in a control panel turn the switch clockwise , while in the
other one, turn the switch anticlockwise.
- Close the control panel, thus allowing the lifts to work as two
separate units either of 4 pillars or 6/8 pillars, connecting the main
control panels among them.
- Fit the cable connecting the 2 main control panels (see 6.8).
- Power the lift and check the correct phase sequence.
- Reset the communication error signalled by the red blinking
warning lights, by pressing a lowering push-button relevant to
each 4 pillar lift unit.
6.4 Transformation à 6/8 colonnes
- Le pont élévateur à 6/8 colonnes est forme par deux séries
de 4 colonnes.
- Avant d’équiper le pont élévateur à 6/8 colonnes, s’assurer que
tous les chariots soient à l’interrupteur de fin de course descente
(en appuyant sur un des boutons de descente le voyant rouge
sur le tableau de distribution principal doit clignoter rapidement).
6.5 COMMUTATION DE L’API
- Positionner les interrupteurs principaux sur “0”
(A)
.
Ouvrir un des deux tableaux de commandes principaux et
tourner, jusqu’ au déclic, l’interrupteur
(L)
en sens anti-horaire.
Vérification:
dans un tableau l’interrupteur doit être tourné en
sens anti-horaire et dans l’autre en sens horaire.
- Fermer le tableau . De cette façon les élévateurs peuvent
être actionnés comme deux groupes, chacun de 4 colonnes ou
comme un groupe à 6/8 colonne, en branchant les tableaux de
distribution pnncipaux entre eux .
- Monter le câble de branchement des deux tableaux de distri-
bution principaux (voir 6.8).
- Mettre sous tension et vérifier que la séquence des phases
soit correcte.
- Mettre à zéro l’erreur de communication signalé par les cligno-
teurs rouges, en appuyant sur un des boutons de descente pour
chaque groupe à 4 colonnes.
6.4 Transformación 6/8 columnas
- El elevador 6/8 columnas consta de 2 series de 4 columnas.
- Antes de equipar el elevador con 6/8 columnas, es necesario
asegurarse de que los carros se encuentren siempre al tope
mecánico de bajada (cuando se aprieta un pulsador de bajada el
indicador rojo del cuadro principal debe destellar rápidamente).
6.5 Conmutación PLC
- Colocar los interruptores principales en pos. «0»
(A)
.
- Abrir uno de los dos cuadros principales y girar el interruptor
(L)
hasta el tope en sentido antihorario.
Control
: en un cuadro hay que girar el interruptor
en sentido
antihorario, pero en el otro cuadro hay que girar el interruptor
en sentido horario.
- Volver a cerrar el cuadro de manera que los elevadores pue-
dan funcionar como 2 unidades independientes de 4 columnas,
o bien como 6 8 columnas conectando los cuadros principales
entre ellos.
- Montar el cable de interconexión de los 2 cuadros principales
(ver p.6.8).
- Volver a suministrar la tensión y controlar la secuencia correcta
de las tases.
- Reactivar el error de comunicaciòn senalado por los indicadores
rojos que destellan rápidamente apretando un pulsador de bajada
por cada uno de los 2 grupos de 4 columnas.
6.4 Umwandlung der Hebebühne mit 6/8 Säulen
- Die Hebebühne mit 6/8 Säulen besteht aus zwei Reihen von
4 Säulen.
- Bevor Sie die Hebebuhne mit 6/8 Säulen aufstellen, vergewis-
sern Sie sich, daß alle Schlitten ganz gesenkt sind. (Wenn Sie
einen Absenkknopf drücken, blinkt die rote Kontrollampe am
Hauptschaltschrank in kurzen Abständen).
6.5 PLC-Umschaltung
- Die Hauptschalter auf “0“stellen
(A)
.
Eine der beiden Hauptschalttafeln öffnen und den Schalter (
L
)
bis zum Endanschlag im Uhrzeigersinn drehen.
Kontrolle
: in einer Schalttafel muss der Schalter gegen den
Uhrzeigersinn gedreht und in der anderen Schalttafel muss der
Schalter im Uhrzeigersinn gedreht werden.
- Den Schaltschrank schließen. Wenn die beiden Hauptschalt-
schränke verbunden werden (siehe Schema 13 und 16), so ist
es, als ob es zwei Gruppen von 4 Säulen oder eine einzige 6/8
Säulen-Hebebühne gäbe.
- Das Kabel verlegen, um die beiden Hauptschaltschranke zu
verbinden (siehe 6.8).
- Die Maschine mit Strom versorgen und die Korrektheit der
Phasenfolge überprüfen.
- Die roten Kontrollampen, die durch schnelles Blinken einen
Kommunikationsfehler melden, abstellen, indem man einen Ab-
senkknopf für jede Gruppe von 4 Säulen druckt.
Summary of Contents for RAV241XL
Page 20: ...20 0523M022 0 7 2 3 4 5 1 4 3 2 1 5 3 5 2 1 4 Kg 20...
Page 22: ...22 0523M022 0 3 A P F G E D...
Page 24: ...24 0523M022 0 4 1 2 5 6 NOT AUS 3 NOT AUS 4...
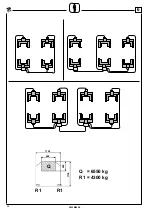
Page 28: ...28 0523M022 0 6 Q R1 R1 Q 6550 kg R1 4300 kg 1150 600 400 1150...
Page 34: ...34 0523M022 0 NOT AUS c E D B A 1A 2A 3A F G H 1 2 3 1 2 3 1 1 2 3 P 1 2 3 P P P P 4A 4 4 6...
Page 38: ...38 0523M022 0 7 NOT AUS c E D B A F G H M L O N NOT AUS...
Page 42: ...42 0523M022 0 7 NOT AUS c E D B A F G H M L O N 1 2 NOT AUS...
Page 46: ...46 0523M022 0 7 B A B A...
Page 48: ...48 0523M022 0 7 B A NOT AUS c E D B A F G H M L O N NOT AUS...
Page 50: ...50 0523M022 0 7...
Page 52: ...52 0523M022 0 7 1 NOT AUS c E D B A F G H M L O N NOT AUS...
Page 58: ...58 0523M022 0 9 F E...







































































