

























8
COMPONENT UNIT AND THEIR FUNCTIONS
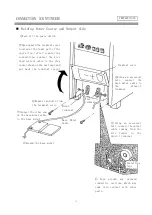
Welding Power Source(Operation Panel)
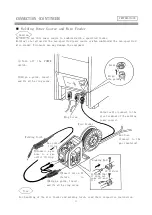
PREPARATIONS
Ammeter
Wire Diameter Selector Switch
Indicates a welding current
value.
Refer to n0te) at the lower
right on this page.
Select a desired wire diameter according to
your need.
Note) The figure shows the switch for the
YD-200KR2 and YD-350KR2.
The YD-500KR2 has wire diameter
choices of
1.2, l.4, and 1.6.
Fuse
A power fuse for the
control circuit is
Fuse
A feeder motor
fuse
Voltmeter
Indicates
a
welding voltage
value
Crater Selector Switch
POWER Switch
Wire Selector Switch
Selects whether to enable crater
control.
(Refer to pages 18, 19, and 43)
enable : ON
disable: OFF
Select
either
the
flux
cored wire in conformity
with your wire.
Turns on/off this equipment.
Note)
Occasionally the power switch
operation make small flickering
of the ammeter.
But the machine does not output
any current from the terminal.







































































