10
orbitalum tools
GmbH, D-78224 Singen, www.orbitalum.com, Tel. +49 (0) 77 31 792-0
(12.03.18) OW_P16_P20_BA_831060202_03_EN
Technical specifications
P16, P16 AVC, P20
| Operating instructions
3.2
P20
Welding position:
horizontal, vertical, inclined
Welding process:
TIG and/or TIG + filler wire
Welding current:
[A]
max. 200
Welding diameters:
[mm]
10 - 70
Welding geometries:
recessed, flush and protruding tubes
Current transmission:
lamellar coupling
Gas and water transmission:
rotating coupling
Support on tube sheet:
three point support
Torch and wire nozzle:
adjustable on three axis according to welding geometry
Centering of torch:
by means of a series of spring loaded centering cartridges and mandrels
Cooling of torch:
water cooled up to electrode holder
Torch inclination:
max. +/- 45°
Rotation and filler:
18 V DC standard motor
Rotation speed:
min. 0,33 rpm
max 6,00 rpm
Wire speed:
min. 150 mm/min
max 1.500 mm/min
Filler wire spool:
1 kg midget spool, diam. 100 mm, mounted on machine body
Wire diameter with rollers:
min. 0,6 mm
max. 0,9 mm
Dimensions:
Machine body
[mm]
70
Length
[mm]
325 (without wire group)
[mm]
470 (with wire group)
Weight (without centering devices
and connection cable)
[kg]
5,0 (without wire group)
5,5 (with wire group)
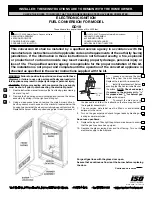
3.3
Description of welding head
The weld head can rotate indefinitely as current, cooling water and gas are supplied to the torch by means of a special
designed rotating coupling. In this way cable connections from the power supply to the weld head remain fix.
Electrode and wire nozzle are both completely moveable towards the tube axis. In this way the electrode and the wire
nozzle inclination can be easily optimized.
All normal work operations and small maintenance jobs can easily be performed directly by the operator (replacement
of spool, electrode, wire hose, etc.).
The weld head is composed of these groups:
• Central body and rotating coupling
• Wire group
• Front body and torch